

Research progress of preparation of refractory high entropy alloy powder
-
摘要: 以增材制造为代表的近净成形工艺为难熔高熵合金复杂零部件制备提供了技术路径,同时也对其粉末提出了较高的性能要求。综述了难熔高熵合金成分设计准则以及各类元素对合金性能的影响,分析比较了其粉末制备的主要技术路线(机械合金化、等离子旋转电极雾化和射频等离子体球化)。指出了现有难熔高熵合金粉末在粉末冶金、激光熔覆、增材制造等领域的应用中存在的问题和解决办法。Abstract: The near-net forming process such as additive manufacturing provides technical paths for the preparation of complex parts of refractory high-entropy alloys, and also puts forward higher performance requirements for their powders. In this paper, the composition design criteria of refractory high-entropy alloys and the effects of various elements on the properties of alloys are reviewed. The main technical routes of powder preparation (mechanical alloying, plasma rotating electrode process and radio frequency plasma spheroidization) are analyzed and compared. In addition, the problems and solutions in the application of refractory high-entropy alloy powder in powder metallurgy, laser cladding, additive manufacturing and other fields had also been discussed.
-
0. 引言
我国钒钛磁铁矿已探明储量超过100亿t[1],是储量丰富的铁矿石资源。其伴生的钒资源储量占全国的62.2%[2],钛资源储量占全国的91%[3]。目前已经建立了成熟、完备的钒钛磁铁矿高炉冶炼工艺技术体系[4]。在生产铁的同时可以对高附加值的钒钛资源进行高效回收,提高了金属资源利用率[1,5−6]。但与普通高炉相比,钒钛高炉炉渣中含有大量TiO2(质量分数高于20%),炉渣黏度高,流动性差,进而导致了压差高、气流不稳等问题。据报道,钒钛冶炼高炉压差比同级别普通高炉高10~20 kPa[7]。现已成功开发出多项高炉强化冶炼技术用以改善钒钛高炉冶炼条件,如高风温[8]、富氧鼓风[1]、喷煤[9]等技术,使得生产技术经济指标大幅提高。其中喷煤作为强化冶炼技术中的重要一环,一方面可以大幅降低焦比,使得生产成本显著下降[10−11]。另一方面煤粉在气化过程中产生的H2使煤气在炉内的还原能力和穿透能力得以提高,有利于铁矿石的还原和炉况的顺行[12]。但其往往需要和高风温、富氧鼓风技术进行相互补偿,以达到最佳能效[13]。基于此,大量学者对钒钛高炉喷煤进行了系统研究,主要侧重于煤粉在回旋区的燃烧行为[14]、喷煤对渣中TiO2还原的影响[15]、煤粉对炉渣流动性的影响[16]、工艺参数协同调整(风温、炉料结构、造渣制度、富氧鼓风等),以提高钒钛高炉喷煤比等[17−18]。这些研究往往忽略了喷煤控制操作本身对钒钛高炉调控的影响。钒钛高炉喷煤系统采用高压氮气和压缩空气将煤粉稳定、均匀地自风口喷入炉内,其中风口喷煤量的稳定性和均匀性是影响钒钛高炉气流分布的关键因素之一。那么如何提高喷煤量及其稳定、均匀性是一项值得研究的课题。
基于此,笔者从提高钒钛高炉喷煤量及其稳定均匀性,进而降低其喷吹能耗的目的出发,构建了规模和能力相当于
1000 m3高炉喷煤系统的中试试验装置。在此基础上开展了不同喷吹工艺及控制参数(二次补气比例、底部流化速度、加气量与置换气量比值、出料方式)对提高喷煤量、固气比和稳定性影响的研究,从而获得一套适用于工程应用的喷吹工艺及控制参数,试验结果对于进一步提高钒钛高炉炉况稳定顺行,持续降低铁水成本具有指导意义。1. 中试试验
1.1 中试试验装置
如图1所示,中试试验平台的设备能力为18 t/h,规模和能力相当于
1000 m3高炉喷煤系统。试验平台下部安装有2个喷吹罐(容积10 m3),煤粉自喷吹罐内经过加压、流化后由喷吹管道喷入上部收粉罐(容积20 m3)中,经旋风除尘和布袋除尘过滤后,净化后的压缩空气排入大气。此外,采用隔膜式差压计检测管道喷吹阻损,采用标准孔板流量计检测压缩空气流量。具体的中试试验装置参数如表1所示。试验过程中,煤粉循环利用,压缩空气经过脱湿处理,试验条件与1350 m3钒钛高炉喷煤系统基本相同。表 1 中试试验装置参数Table 1. Parameters of pilot experimental setup罐压P0/MPa 背压Pe/kPa 流速V/(m·s−1) 固气比μ/(kg·kg−1) 总气量Q7/(Nm3·h−1) 流化板直径D/mm 喉口直径d/mm 管道规格/mm 管道长/m 0.3~0.4 80~90 6~8 30~50 220~240 600 111 Ø76 × 4 200 1.2 中试试验原料
研究所采用的试验原料为无烟煤粉,来源于实际钒钛高炉的喷煤系统。煤粉物性参数如表2所示。
表 2 煤粉的物性参数Table 2. Physical parameters of pulverized coalVad/% 灰分/% 着火点/ ℃ 粒度<74 μm
占比/%水分/% 松装密度
/(kg·m−3)振实密度
/(kg·m−3)真密度
/(kg·m−3)崩溃角/(°) 7.76 29.4 395 73.6 1.2 684 818 1310 29 1.3 中试试验条件
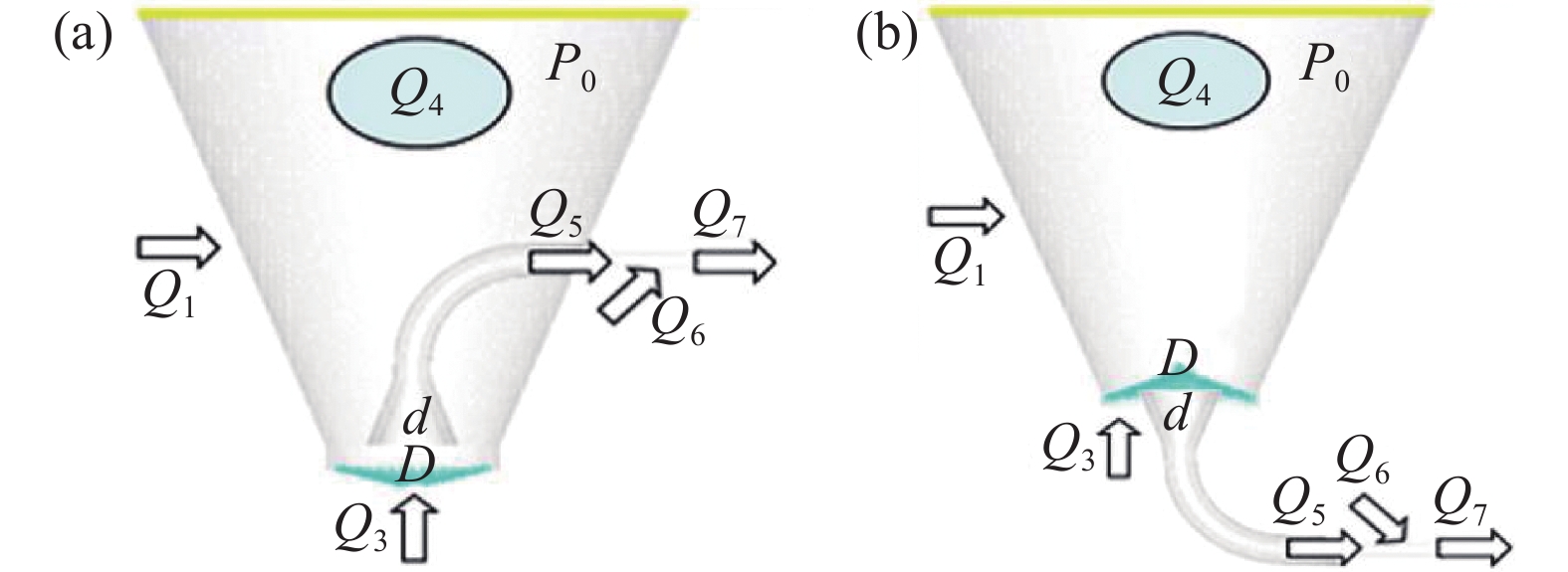
研究首先以上部出料方式下喷吹料罐锥部为主要研究对象。如图2(a)所示,煤粉装在喷吹罐内,其压力为P0(MPa),由人工设定。加压气体流量Q1(Nm3/h)同样由人工设定。为确保煤粉充分流态化,需在喷吹罐底部加入流化气体,底部流化气体流量Q3(Nm3/h)由人工设定。经流态化后的煤粉由喉口处进入喷吹管道。煤粉进入管道后置换出的空间由加压气体填充,煤粉置换的体积流量Q4(Nm3/h)为计算值,其计算公式如式(1)所示。
 图 2 喷吹料罐锥部示意(a)上部出料方式;(b)下部出料方式Figure 2. Schematic diagrams of the cone part of material tanks
图 2 喷吹料罐锥部示意(a)上部出料方式;(b)下部出料方式Figure 2. Schematic diagrams of the cone part of material tanks$$ {Q}_{4}=\frac{G}{\rho }\times \frac{{P}_{0}}{1+0.1} $$ (1) 式中,G为喷煤量(t/h),ρ为煤粉的真密度(kg/m3),P0为喷吹罐压力(MPa)。在管压稳定情况下,携带煤粉进入管道的输送气体流量Q5(Nm3/h)计算公式如式(2)所示。
$$ {Q}_{5}={Q}_{1}+{Q}_{3}-{Q}_{4} $$ (2) 煤粉进入管道后需进一步加速,因此需加入二次补气,二次补气流量Q6(Nm3/h)由人工设定。进入管道的气体总流量Q7(Nm3/h)计算公式如式(3)所示。
$$ {Q}_{7}={Q}_{6}+{Q}_{5} $$ (3) 喷煤过程中,固气比μ(kg/kg)计算公式如式(4)所示。
$$ \mu=\frac{G}{\left(\rho_g\times Q_7\right)}\times1\ 000 $$ (4) 式中,ρg为压缩空气密度,一般取1.29 kg/m3。喉口流速Vh(m/s)的计算公式如式(5)所示。
$$ {V}_{h}=\frac{{Q}_{5}}{\left(0.7\times 0.25\times 3.14\times {d}^{2}\right)} $$ (5) 式中,d为喉口直径(mm)。表观流化速度V0(m/s)的计算公式如式(6)所示。
$$ {V}_{0}=\frac{{Q}_{6}}{\left(0.25\times 3.14\times {D}^{2}\right)} $$ (6) 式中,D为流化板直径(mm)。此外,喷煤量稳定性一般采用标准差来表征。
1.4 中试试验方案
如表3所示,以上部出料方式下的喷煤操作作为研究对象,在保持进入管道的喷吹气体总流量Q7变化不大的情况下,研究了如下内容:
表 3 上部出料方式下的试验方案设计Table 3. Experimental scheme design under top discharge mode项目 Q6/Q7 Q7
/(Nm3·h−1)Q6
/(Nm3·h−1)Q5
/(Nm3·h−1)Q4
/(Nm3·h−1)Q3
/(Nm3·h−1)Q1
/(Nm3·h−1)喷煤量
G/(t·h−1)固气比
μ /(kg·kg−1)喉口流速
Vh/(m· s−1)表观流化速度
V0/(m·s−1)方案1 70% 计算值 165 计算值 计算值 90~13 13~90 检测值 计算值 计算值 计算值 方案2 60% 计算值 129 计算值 计算值 126~15 16~125 检测值 计算值 计算值 计算值 方案3 50% 计算值 115 计算值 计算值 138~27 17~127 检测值 计算值 计算值 计算值 方案4 40% 计算值 91 计算值 计算值 144~31 34~146 检测值 计算值 计算值 计算值 1)不同二次补气比例(Q6/Q7)对喷煤量、固气比和稳定性的影响;
2)不同加压与置换气体流量比(Q1/Q4)对喷煤量的影响;
3)控制二次补气比例在最佳水平保持不变,通过调节加压气体流量Q1和底部流化气体流量Q3的比值,研究不同底部流化速度(V0)对喷煤量、固气比和稳定性的影响;
4)在边界条件基本相同的情况下,同时设计了下部出料方式下的喷煤操作方案,对比两种出料方式的喷煤量、固气比和稳定性差异。下部出料方式下喷吹罐锥部示意图如图2(b)所示。方案设计如表4所示。
表 4 不同出料方式对比试验方案设计Table 4. Comparison of experimental scheme for different discharge modes项目 罐压P0/MPa Q7/(Nm3·h−1) Q6/(Nm3·h−1) Q5/(Nm3·h−1) Q3/(Nm3·h−1) Q1/(Nm3·h−1) Q4/(Nm3·h−1) 喷煤量G/(t·h−1) 上出料 0.33 223 110 112 79 81 计算值 检测值 下出料 0.33 226 110 116 81 80 计算值 检测值 2. 试验结果与讨论
2.1 二次补气比例
基于上述试验方案,首先研究了不同二次补气比例对喷煤量、固气比和稳定性的影响,试验结果如图3(a)(b)所示。喷煤量和固气比均与二次补气比例呈负相关关系。当二次补气比例从70%水平降低至45%水平时,喷煤量由11 t/h提升至13.5 t/h(升幅23%),固气比由35 kg/kg提升至47.5 kg/kg(升幅35.7 %);当二次补气比例进一步降低至40%水平时,喷煤量和固气比均放缓,且有下降趋势。进一步采用喷煤量标准差来表征稳定性,当二次补气比例从70%水平降低至40%水平时,喷煤量标准差由0.15提高到0.3,表明喷煤量的稳定性略有降低。由于控制各试验方案中总气体流量Q7维持在相同水平,随着二次补气比例降低,管道输送气体流量Q5势必逐步变大,喉口处气体流速整体升高,如图3(c)所示,煤粉所获得的动能增加,喷煤量和固气比也随之提高。由图3(c)可见,当二次补气比例由70%降低至40%以下时,喉口流速由0.55 m/s提高到1.4 m/s左右,对应喷煤量逐步提升。由图3(a)和图3(d)可以看出二次补气量控制在45%时(对应喉口流速1.0~1.25 m/s),喷煤量控制在12.5~13.5 t/h之间。综上所述,在料罐压力、总气体流量不变的条件下,二次补气比例应控制在45%水平,此时,喷煤量和固气比达到最大值,节能空间最大。
 图 3 不同二次补气比例(Q6/Q7)对(a)喷煤量、标准差(稳定性)、(b)固气比以及(c)喉口流速的影响,(d)喉口流速对喷煤量的影响Figure 3. Effects of different secondary gas injection ratios (Q6/Q7) on (a) Coal injection rate and stability, (b) Solid-gas ratio, and (c) Throat flow rate. (d) Effects of throat flow rate on coal injection rate
图 3 不同二次补气比例(Q6/Q7)对(a)喷煤量、标准差(稳定性)、(b)固气比以及(c)喉口流速的影响,(d)喉口流速对喷煤量的影响Figure 3. Effects of different secondary gas injection ratios (Q6/Q7) on (a) Coal injection rate and stability, (b) Solid-gas ratio, and (c) Throat flow rate. (d) Effects of throat flow rate on coal injection rate2.2 加压气量与置换气量比
探究不同二次补气比例下加压气量Q1与置换气量Q4的比值(Q1/Q4)对喷煤量的影响,试验结果如图4所示。无论在哪种二次补气比例水平下,随着Q1/Q4由0.5左右提高到3.0左右时,喷煤量均先升高后降低;当二次补气比例在40%时,Q1/Q4在2.0时,喷煤量达到最大值;而当二次补气比例在50%、60%和70%时,Q1/Q4在1.5时,喷煤量达到最大值。煤粉进入喉口前,煤粉颗粒的初始动能来自于底部流化气体提供的动能,以及罐内气体有效势能(加压增加的势能减去颗粒与颗粒之间摩擦,颗粒与喷吹罐壁、管壁之间摩擦做功后剩余的势能)转化的动能。当Q1/Q4较低时,克服摩擦做功后的有效势能不足,喷吹量不高。当Q1/Q4较高时,代表喷吹罐内气体的剩余有效势能高,动能转化率高,从而导致喷吹量更高。综上所述,加压气量与置换气量二者相互影响,当二者达到平衡(即Q1/Q4约为1.5~2.0)后,煤粉喷煤量达到最大值。若超过平衡后,有效势能过高,影响底部流化效果,出料及输送不顺畅,喷吹量反而降低。
 图 4 不同加压与置换气量比值对喷煤量的影响二次补气比例为:(a)40%水平;(b)50%水平;(c)60%水平;(d)70%水平Figure 4. Effects of different ratios of pressurization and displacement gas on coal injection rate
图 4 不同加压与置换气量比值对喷煤量的影响二次补气比例为:(a)40%水平;(b)50%水平;(c)60%水平;(d)70%水平Figure 4. Effects of different ratios of pressurization and displacement gas on coal injection rate2.3 底部流化速度
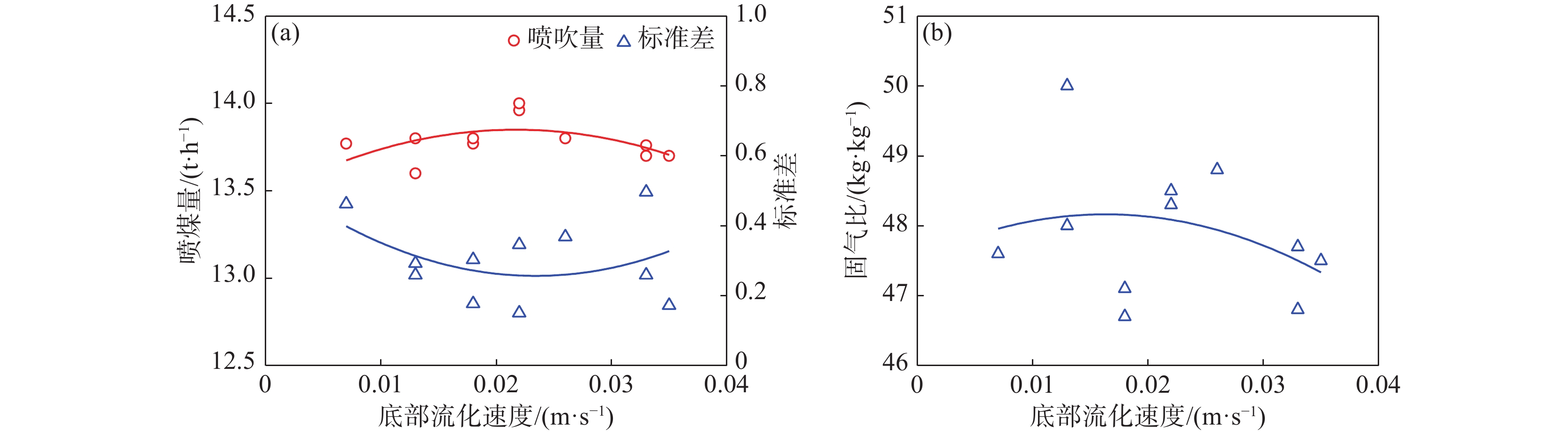
如前所述,当二次补气比例达到45%水平后,整体效率达到最高。因此选取二次补气比例为40%、50%水平,进一步探究不同底部流化速度(表观)对喷煤量及其稳定性、固气比的影响,如图5和图6所示。当底部流化速度由0.005 m/s提升到0.035 m/s时,喷煤量和固气比均先增大后降低,喷煤量稳定性先变好再变差(对应图5(a)中标准差先降低后提高)。随着底部流化气量增加,流化速度不断提升,流化板附近煤粉颗粒间的摩擦力逐渐降低,孔隙率逐步提高,煤粉颗粒获得较好的初始动能,进入喉口的煤粉流量提高,即底部流化速度控制在0.02~0.025 m/s时,喷煤量及稳定性、固气比均达到最佳状态。但随着底部流化速度进一步提高,超过0.025 m/s后,流化板上方到喉口区域附近会出现过流态化,流化床层提高,进入喉口煤粉流量降低,导致固气比和喷煤量降低,喷煤稳定性变差。
 图 5 二次补气比例占40%时,底部流化速度与(a)喷煤量、标准差(稳定性)及(b)固气比的关系Figure 5. Relationship between bottom fluidization velocity and (a) Coal injection rate, stability, and (b) Solid-gas ratio, while secondary gas injection ratios (Q6/Q7) 40%
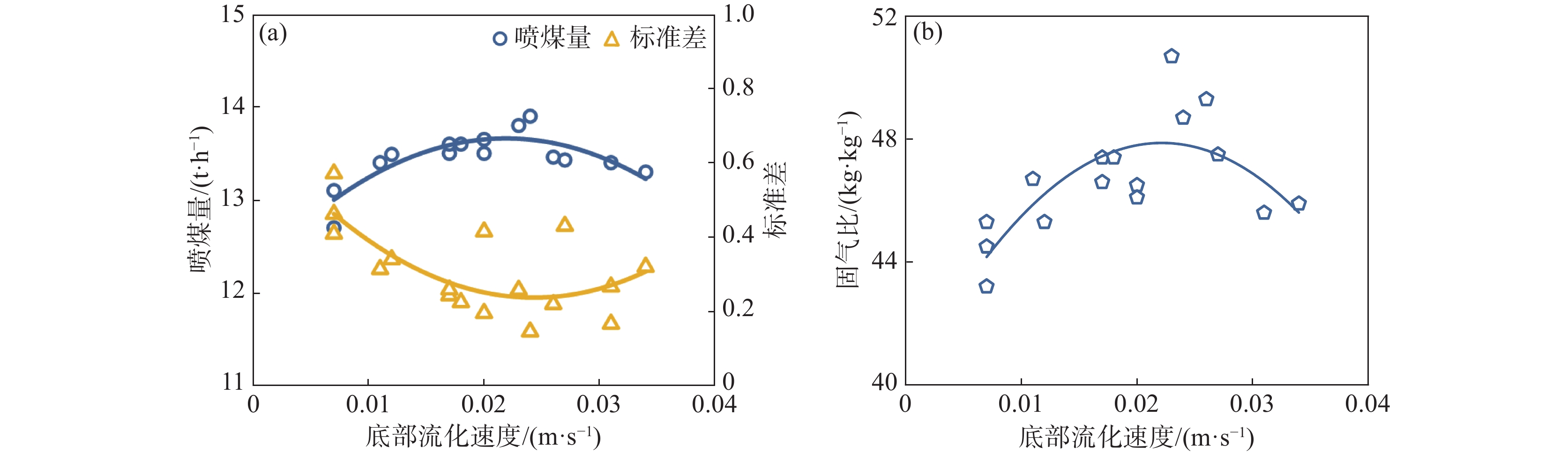
图 5 二次补气比例占40%时,底部流化速度与(a)喷煤量、标准差(稳定性)及(b)固气比的关系Figure 5. Relationship between bottom fluidization velocity and (a) Coal injection rate, stability, and (b) Solid-gas ratio, while secondary gas injection ratios (Q6/Q7) 40% 图 6 二次补气比例占50%时,底部流化速度与(a)喷煤量、标准差(稳定性)及(b)固气比的关系Figure 6. Relationship between bottom fluidization velocity and (a) Coal injection rate, stability, and (b) Solid-gas ratio, while secondary gas injection ratios (Q6/Q7) 50%
图 6 二次补气比例占50%时,底部流化速度与(a)喷煤量、标准差(稳定性)及(b)固气比的关系Figure 6. Relationship between bottom fluidization velocity and (a) Coal injection rate, stability, and (b) Solid-gas ratio, while secondary gas injection ratios (Q6/Q7) 50%2.4 出料方式
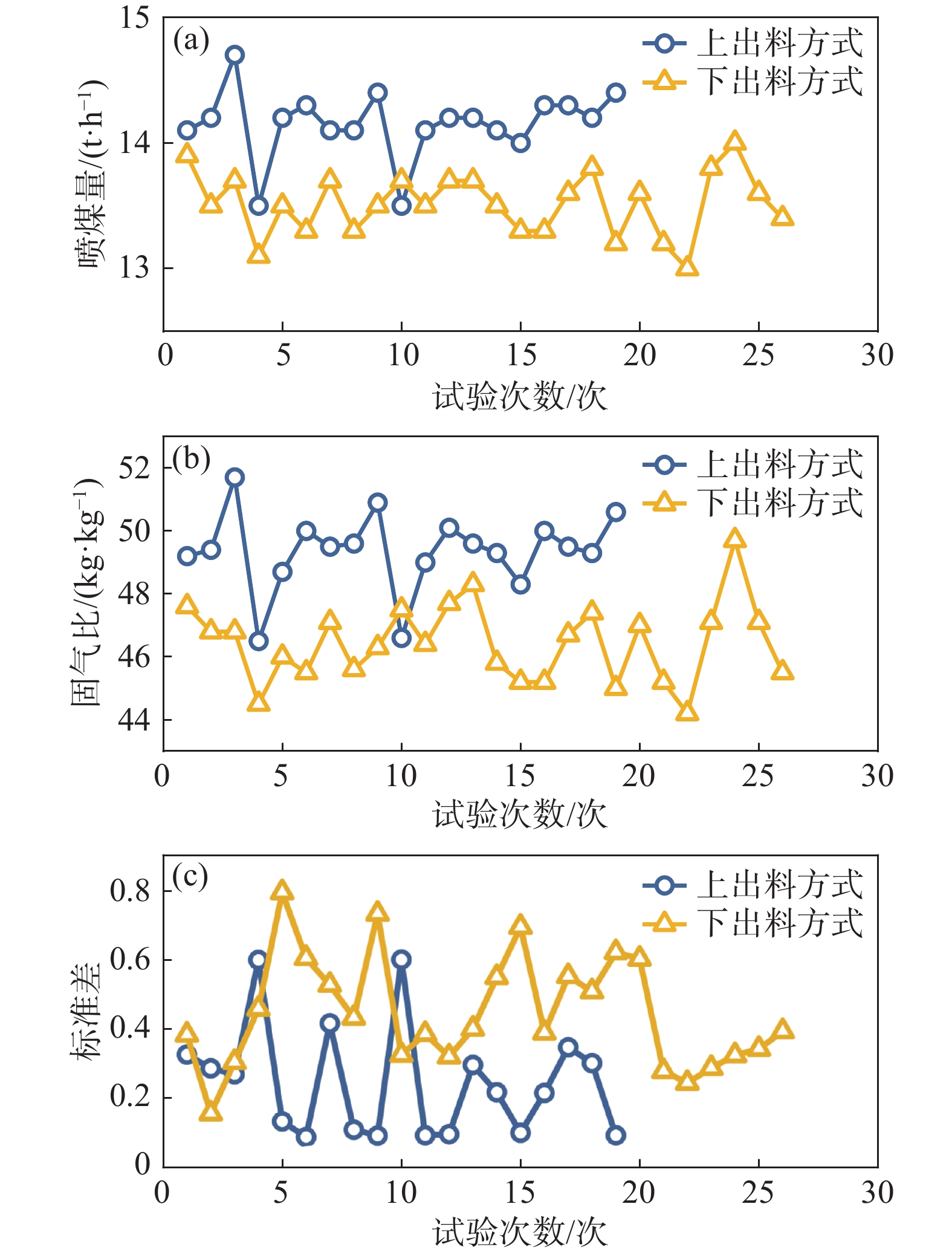
根据表4所示方案,研究了不同出料方式下喷煤量及其稳定性的对比试验,其中分别开展了19次上出料,26次下出料对比试验,结果如图7所示。上出料方式和下出料方式的平均喷煤量分别为14.2 t/h和13.5 t/h。上出料方式和下出料方式的平均固气比分别为49.4 kg/kg和46.4 kg/kg。两者的喷煤标准差分别为0.25和0.45。
 图 7 不同出料方式对(a)喷煤量、(b)固气比及(c)标准差(稳定性)的影响Figure 7. Effects of different discharge modes on (a) coal injection rate, (b) solid gas ratio, and (c) stability
图 7 不同出料方式对(a)喷煤量、(b)固气比及(c)标准差(稳定性)的影响Figure 7. Effects of different discharge modes on (a) coal injection rate, (b) solid gas ratio, and (c) stability由此可见,在边界条件相同时,上出料方式和下出料方式的喷煤量、固气比均相差不大,上出料方式略高。但对于喷煤标准差,下出料方式高出上出料方式40%以上。试验结果表明,在罐内压力相同情况下,上出料方式的底部流化气体的流动方向与出料方向一致,煤粉与底部流化气体的动能交换更加充分,更容易携带煤粉进入出料喉口。下出料方式的流态化过程中,流化方向与喉口出料方向相反,造成一定能量损失,因此,上出料方式流态更稳定,出料更顺畅。若下出料方式需要达到与上出料同等稳定性,一方面需要提高喷吹罐压力;另一方面建议加大二次补气比例,避免竖直下料管端堵塞,影响连续生产。
2.5 基于钒钛高炉的高效喷煤操作控制参数
根据上述四种喷煤操作(二次补气比例、加气量与置换气量比值、底部流化速度、出料方式)对喷煤量、固气比和稳定性的影响研究结果,归纳得出基于钒钛高炉的高效喷煤操作控制参数:采用上部出料方式操作,二次补气比例控制在45%水平,加压与置换气量比例控制在1.5~2时喷煤量、稳定性和固气比均达到最大值。采用二次补气比例40%和50%两组工况对比分析不同底部流化气量对喷煤量、稳定性和固气比的影响。研究表明当底部流化速度控制为0.02~0.025 m/s时,喷煤量、稳定性及固气比均达到最佳状态。
3. 结论
1)在料罐压力、喷吹气体总流量不变的条件下,二次补气比例控制在45%水平时,喷煤量和固气比达到最大值,节能效果达到最大。
2)随着加压与置换气量的比值由0.4提高到3.3,喷煤量均先提高后降低,当加压与置换气量比例在1.5~2时喷煤量达到了最大值,加压效率达到最高。
3)选择二次补气比例在40%和50%两组工况对比试验证明,当底部流化速度控制在0.02~0.025 m/s时,喷煤量、稳定性及固气比均达到最佳状态。随着底部流化速度进一步提高,会出现过流态化,固气比和喷煤量降低,稳定性变差。
4)在罐压相同情况下,上出料的气体流向与出料方向一致,动能交换更充足,煤粉流态化效果更好,出料更顺畅。
-
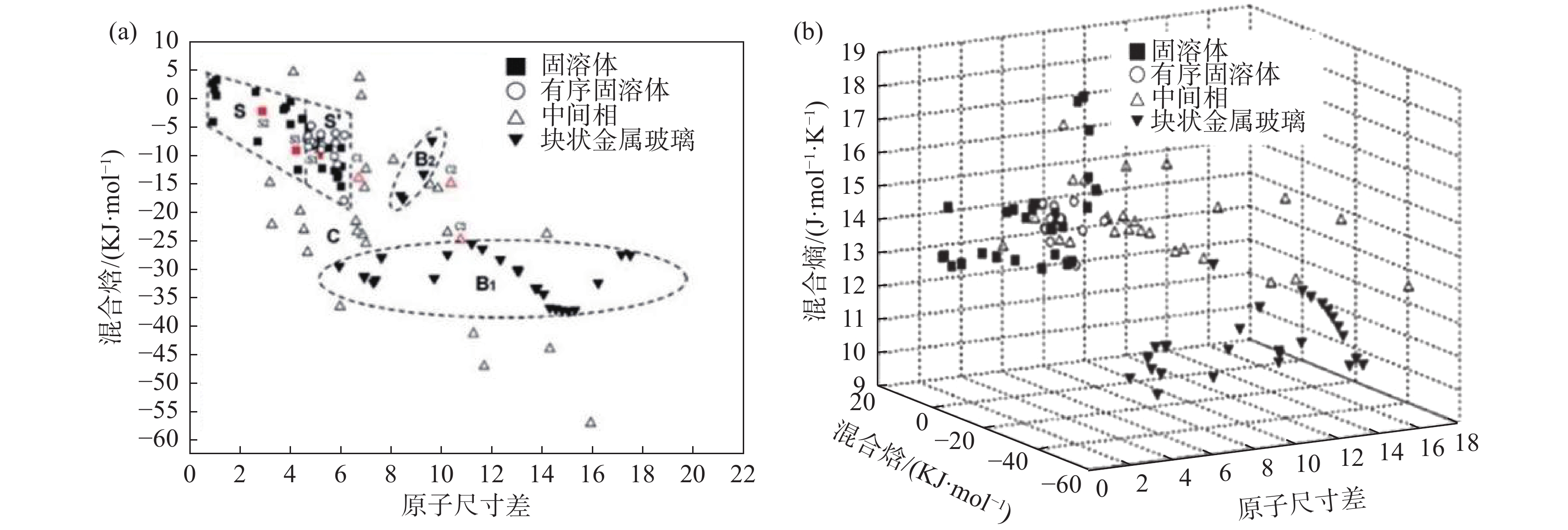
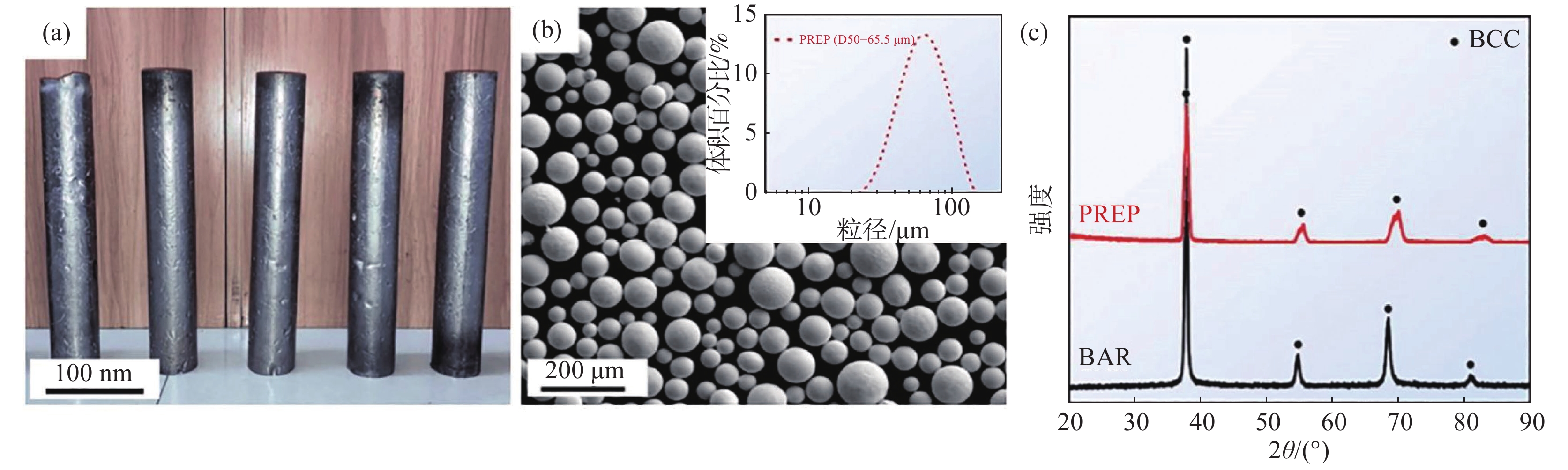
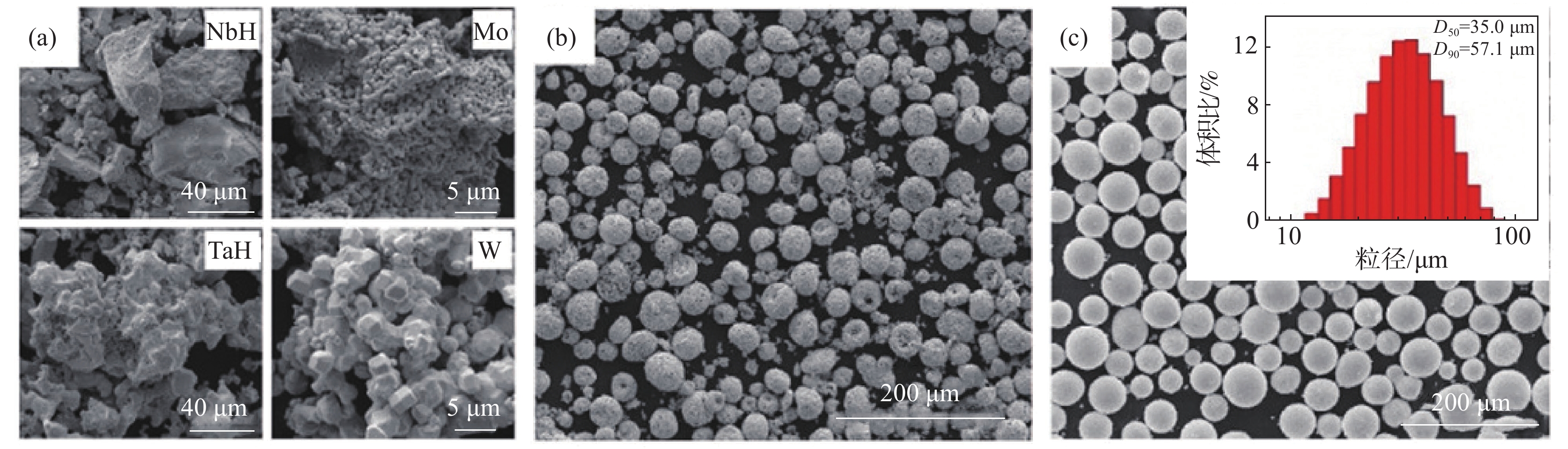
图 5 (a) 金属原料粉末[29];(b)喷雾造粒粉末[29];(c)等离子体球化后难熔高熵合金粉末SEM形貌及其粒径分布[29]
Figure 5. (a) SEM images of four different metal raw material powders[29]; (b) SEM images after spray granulation, insertion grout photos[29]; (c) SEM images and particle size distributions of HEA powders after plasma spheroidization[29]


表 1 Ti(65-x)Ta25Nb10Zrx(x=0、5、10、15、20)难熔高熵合金的ΔSmix、ΔHmix、Ω、δ数值[15]
Table 1. Values of ΔSmix, ΔHmix, Ω and δ of Ti(65-x) Ta25Nb10Zrx (x=0, 5, 10, 15, 20) refractory high entropy alloy[15]
合金名称 ΔSmix /(J·mol−1·K−1) ΔHmix /(kJ·mol−1) Ω δ/% VEC Ti65Ta25Nb10 7.12 1.17 14.3 0 4.35 Ti60Ta25Nb10Zr5 8.59 1.31 15.5 1.9 4.35 Ti55Ta25Nb10Zr10 9.44 1.45 15.4 2.6 4.35 Ti50Ta25Nb10Zr15 10.04 1.59 15 3.12 4.35 Ti45Ta25Nb10Zr20 10.46 1.73 14.4 3.48 4.35  下载: 导出CSV
下载: 导出CSV
表 2 难熔高熵合金粉末三种制粉方法比较
Table 2. Comparison of three milling methods of refractory high entropy alloy powder
制粉方法 优点 缺点 MA 工艺简单,成本较低,
粉末晶粒细小引入杂质,粉末呈片状,
流动性较差PREP 粉末球形度高,几乎无
空心粉,氧含量低原材料需要熔锭棒材,
细粉收得率低RFPS 粉末球形度高,流动性好,
内部缺陷少,粒度可控原料不规则粉末制备可能
引入碳、氧等杂质元素
下载: 导出CSV
-
[1] YEH J W, CHEN S K, LIN S J, et al. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes[J]. Advanced Engineering Materials, 2004(5):5. [2] JI C W, MA A B, JIANG J H. Research status and development trend of light weight high entropy alloys[J]. Materials Review, 2020,34(19):19094-19100. (季承维, 马爱斌, 江静华. 轻质高熵合金的研究现状与发展趋势[J]. 材料导报, 2020,34(19):19094-19100. doi: 10.11896/cldb.19070273JI C W, MA A B, JIANG J H. Research status and development trend of light weight high entropy alloys[J]. Materials Review, 2020, 34(19): 19094-19100. doi: 10.11896/cldb.19070273 [3] YEH J W. Recent progress in high-entropy alloys[J]. Annales de Chimie Science des Matériaux, 2006,31(6):633-648. [4] MIRACLE D B, SENKOV O N. A critical review of high entropy alloys and related concepts[J]. Acta Materialia, Oxford: Pergamon-Elsevier Science Ltd, 2017,122:448-511. [5] CHEN J, ZHOU X, WANG W, et al. A review on fundamental of high entropy alloys with promising high–temperature properties[J]. Journal of Alloys and Compounds, 2018,760:15-30. doi: 10.1016/j.jallcom.2018.05.067 [6] SENKOV O N, MIRACLE D B, CHAPUT K J, et al. Development and exploration of refractory high entropy alloys-A review[J]. Journal of Materials Research, Heidelberg: Springer Heidelberg, 2018,33(19):3092-3128. [7] ZHANG Y, LU Z P, MA S G, et al. Guidelines in predicting phase formation of high-entropy alloys[J]. MRS Communications, 2014,4(2):57-62. doi: 10.1557/mrc.2014.11 [8] ZHANG Y, ZUO T T, TANG Z, et al. Microstructures and properties of high-entropy alloys[J]. Progress in Materials Science, 2014,61:1-93. doi: 10.1016/j.pmatsci.2013.10.001 [9] YANG X, CHEN S Y, COTTON J D, et al. Phase stability of low-density, multiprincipal component alloys containing aluminum, magnesium, and lithium[J]. Jom, New York: Springer, 2014,66(10):2009-2020. [10] KANG B, LEE J, RYU H J, et al. Ultra-high strength WNbMoTaV high-entropy alloys with fine grain structure fabricated by powder metallurgical process[J]. Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing, Lausanne: Elsevier Science Sa, 2018, 712: 616–624. [11] ZHANG Y, ZHOU Y J, LIN J P, et al. Solid-solution phase formation rules for multi-component alloys[J]. Advanced Engineering Materials, 2008,10(6):534-538. doi: 10.1002/adem.200700240 [12] YE Y F, WANG Q, LU J, et al. High-entropy alloy: challenges and prospects[J]. Materials Today, 2016,19(6):349-362. doi: 10.1016/j.mattod.2015.11.026 [13] GUO S, NG C, LU J, et al. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys[J]. Journal of Applied Physics, 2011,109(10):103505. doi: 10.1063/1.3587228 [14] TONG C J, CHEN Y L, YEH J W, et al. Microstructure characterization of AlxCoCrCuFeNi high-entropy alloy system with multiprincipal elements[J]. Metallurgical and Materials Transactions A, 2005,36(4):881-893. doi: 10.1007/s11661-005-0283-0 [15] JI G Y. Composition design, structural stability and mechanical properties of Ti(65-x)Ta(25)Nb(10)Zrx multi-component refractory alloys[D]. Yantai: Yantai University, 2022(in Chinese). (姬广运. Ti(65-x)Ta(25)Nb(10)Zrx多组元难熔合金的成分设计、结构稳定性和力学性能研究[D]. 烟台: 烟台大学, 2022.JI G Y. Composition design, structural stability and mechanical properties of Ti(65-x)Ta(25)Nb(10)Zrx multi-component refractory alloys[D]. Yantai: Yantai University, 2022(in Chinese). [16] WU M, WANG S, HUANG H, et al. CALPHAD aided eutectic high-entropy alloy design[J]. Materials Letters, 2020,262:127175. doi: 10.1016/j.matlet.2019.127175 [17] RATURI A, ADITYA C J, GURAO N P, et al. ICME approach to explore equiatomic and non-equiatomic single phase BCC refractory high entropy alloys[J]. Journal of Alloys and Compounds, 2019,806:587-595. doi: 10.1016/j.jallcom.2019.06.387 [18] HAMED N, KIANI R A, JALIL V. Design of a low density refractory high entropy alloy in non-equiatomic W–Mo–Cr–Ti–Al system[J]. Vacuum, 2020,181:109614. doi: 10.1016/j.vacuum.2020.109614 [19] CAO Y, LIU Y, LIU B, et al. Effects of Al and Mo on high temperature oxidation behavior of refractory high entropy alloys[J]. Transactions of Nonferrous Metals Society of China, 2019,29(7):1476-1483. doi: 10.1016/S1003-6326(19)65054-5 [20] SENKOV O N, WILKS G B, MIRACLE D B, et al. Refractory high-entropy alloys[J]. Intermetallics, 2010,18(9):1758-1765. doi: 10.1016/j.intermet.2010.05.014 [21] WANG Z, WU H, WU Y, et al. Solving oxygen embrittlement of refractory high-entropy alloy via grain boundary engineering[J]. Materials Today, 2022,54:83-89. doi: 10.1016/j.mattod.2022.02.006 [22] PAN J Y. Study on preparation and properties of NbMoTaWX Series high entropy alloy[D]. Nanjing: Southeast University, 2019. (潘家怡. NbMoTaWX系高熵合金的制备与性能研究[D]. 南京: 东南大学, 2019.PAN J Y. Study on preparation and properties of NbMoTaWX Series high entropy alloy[D]. Nanjing: Southeast University, 2019. [23] QI P B, LIANG X B, TONG Y G, et al. Effect of milling time on mechanical alloying of NbMoTaW high entropy alloy powder[J]. Rare Metal Materials and Engineering, 2019,48(8):2623-2629. (漆陪部, 梁秀兵, 仝永刚, 等. 球磨时间对机械合金化制备NbMoTaW高熵合金粉末的影响[J]. 稀有金属材料与工程, 2019,48(8):2623-2629.QI P B, LIANG X B, TONG Y G, et al. Effect of milling time on mechanical alloying of NbMoTaW high entropy alloy powder[J]. Rare Metal Materials and Engineering, 2019, 48(8): 2623-2629. [24] LIU C, CHEN J N, DING W W, et al. Preparation and properties of near-spherical WMoTaTi refractory high entropy alloy powder[J]. Powder Metallurgy Technology, 2021,39(5):403-409. (刘畅, 陈佳男, 丁旺旺, 等. 近球形WMoTaTi难熔高熵合金粉末的制备及性能[J]. 粉末冶金技术, 2021,39(5):403-409.LIU C, CHEN J N, DING W W, et al. Preparation and properties of near-spherical WMoTaTi refractory high entropy alloy powder[J]. Powder Metallurgy Technology, 2021, 39(5): 403-409. [25] Ministry of Industry and Information Technology of the People's Republic of China. YS/T 1297—2019 Measuring method for sphericity ratio of titanium and titanium alloy powders. Beijing: Metallurgical Industry Press, 2019. (中华人民共和国工业和信息化部. YS/T 1297—2019钛及钛合金粉末球形率的测定方法. 北京: 冶金工业出版社, 2019.Ministry of Industry and Information Technology of the People's Republic of China. YS/T 1297—2019 Measuring method for sphericity ratio of titanium and titanium alloy powders. Beijing: Metallurgical Industry Press, 2019. [26] TANG J, NIE Y, LEI Q, et al. Characteristics and atomization behavior of Ti-6Al-4V powder produced by plasma rotating electrode process[J]. Advanced Powder Technology, Amsterdam: Elsevier, 2019,30(10):2330-2337. doi: 10.1016/j.apt.2019.07.015 [27] GAO S, FU A, XIE Z, et al. Preparation and microstructure of high-activity spherical TaNbTiZr refractory high-entropy alloy powders[J]. Materials, 2023,16(2):791. doi: 10.3390/ma16020791 [28] LI J. Preparation of low-oxygen spherical Ti-6Al-4V powder by radio-frequency plasma-calcium reduction and its properties[D]. Zhengzhou: Zhengzhou University, 2021. (李静. 射频等离子体-钙还原制备低氧球形Ti-6Al-4V粉末及其性能研究[D]. 郑州: 郑州大学, 2021.LI J. Preparation of low-oxygen spherical Ti-6Al-4V powder by radio-frequency plasma-calcium reduction and its properties[D]. Zhengzhou: Zhengzhou University, 2021. [29] LIU B, DUAN H, LI L, et al. Microstructure and mechanical properties of ultra-hard spherical refractory high-entropy alloy powders fabricated by plasma spheroidization[J]. Powder Technology, 2021,382:550-555. doi: 10.1016/j.powtec.2021.01.021 [30] Na T W, Park K B, Lee S Y, et al. Preparation of spherical TaNbHfZrTi high-entropy alloy powders by a hydrogenation–dehydrogenation reaction and thermal plasma treatment[J]. Journal of Alloys and Compounds, 2020, 817: 152757. [31] XIA M, CHEN Y, CHEN K, et al. Synthesis of WTaMoNbZr refractory high-entropy alloy powder by plasma spheroidization process for additive manufacturing[J]. Journal of Alloys and Compounds, 2022, 917: 165501. [32] HAN J S. Study on preparation, microstructure and surface oxidation protection of MoNbTaW refractory high entropy alloy by discharge plasma sintering[D]. Lanzhou: Lanzhou University of Technology, 2022. (韩杰胜. MoNbTaW系难熔高熵合金的放电等离子烧结制备、微观组织及其表面抗氧化防护研究[D]. 兰州: 兰州理工大学, 2022.HAN J S. Study on preparation, microstructure and surface oxidation protection of MoNbTaW refractory high entropy alloy by discharge plasma sintering[D]. Lanzhou: Lanzhou University of Technology, 2022. [33] HAN Z D, LUAN H W, LIU X, et al. Microstructures and mechanical properties of TixNbMoTaW refractory high-entropy alloys[J]. Materials Science and Engineering: A, 2018, 712: 380–385. [34] QIAO Y T. Study on process and properties of refractory high entropy alloy prepared by powder metallurgy[D]. Changsha: National University of Defense Technology, 2020. (乔娅婷. 粉末冶金法制备难熔高熵合金的工艺及性能研究[D]. 长沙: 国防科技大学, 2020.QIAO Y T. Study on process and properties of refractory high entropy alloy prepared by powder metallurgy[D]. Changsha: National University of Defense Technology, 2020. [35] ZHAO B, CHEN G, LIN Q, et al. Thermal deformation characteristics of AlMo0.8NbTiW0.2Zr refractory multi-principal element alloy[J]. Intermetallics, Oxford: Elsevier Sci Ltd, 2022, 144: 107524. [36] BEAUSOLEIL I G L, PARRY M E, MONDAL K, et al. Spark plasma sintered, MoNbTi-based multi-principal element alloys with Cr, V, and Zr[J]. Journal of Alloys and Compounds, Lausanne: Elsevier Science Sa, 2022,927:167083. [37] LI Q Y, LI D C, ZHANG H, et al. Study on microstructure and strength of NbMoTaTi refractory high entropy alloy formed by laser cladding deposition[J]. Aeronautical Manufacturing Technology, 2018, 61(10): 61-67. (李青宇, 李涤尘, 张航, 等. 激光熔覆沉积成形NbMoTaTi难熔高熵合金的组织与强度研究[J]. 航空制造技术, 2018, 61(10): 61–67.LI Q Y, LI D C, ZHANG H, et al. Study on microstructure and strength of NbMoTaTi refractory high entropy alloy formed by laser cladding deposition[J]. Aeronautical Manufacturing Technology, 2018, 61(10): 61-67. [38] ZHAO Y, WU M, JIANG P, et al. Microstructure of WTaNbMo refractory high entropy alloy coating fabricated by dynamic magnetic field assisted laser cladding process[J]. Journal of Materials Research and Technology, 2022,20:1908-1911. doi: 10.1016/j.jmrt.2022.07.185 [39] DOBBELSTEIN H, THIELE M, GUREVICH E L, et al. Direct metal deposition of refractory high entropy alloy MoNbTaW[J]. Physics Procedia, 2016,83:624-633. doi: 10.1016/j.phpro.2016.08.065 [40] ZHANG H, ZHAO Y, HUANG S, et al. Manufacturing and analysis of high-performance refractory high-entropy alloy via selective laser melting (SLM)[J]. Materials, Basel: Mdpi, 2019,12(5):720. [41] DOBBELSTEIN H, GUREVICH E L, GEORGE E P, et al. Laser metal deposition of compositionally graded TiZrNbTa refractory high-entropy alloys using elemental powder blends[J]. Additive Manufacturing, 2019,25:252-262. doi: 10.1016/j.addma.2018.10.042 [42] GU P F, QI T B, CHEN L, et al. Manufacturing and analysis of VNbMoTaW refractory high-entropy alloy fabricated by selective laser melting[J]. International Journal of Refractory Metals and Hard Materials, 2022,105:105834. doi: 10.1016/j.ijrmhm.2022.105834 -

 下载:
下载:


 点击查看大图
点击查看大图
计量
- 文章访问数: 35
- HTML全文浏览量: 22
- PDF下载量: 7
- 被引次数: 0

