

Effect of welding current on droplet transition in MIG welding of TC4 titanium alloy
-
摘要: TC4钛合金是α+β双相钛合金,密度低、比强度高、焊接性良好、耐腐蚀,在兵器、航空、航天、船舶和轨道等领域应用广泛,是产品轻量化的重要材料之一。采用熔化极气体保护焊(MIG),研究焊接电流(80~300 A)对熔滴过渡和焊缝成形的影响。结果表明:随着焊接电流的增加,过渡方式由射滴过渡向射流过渡转变,且在一个脉冲周期内由一滴转变为多滴,最终形成液柱,等离子流力随之增加,电弧形态由钟罩形向锥状过渡,在熔池中心形成犹如指状的熔深,过渡时间减少,过渡频率加快。焊接电流200~240 A时,熔滴过渡均匀,过渡方式为射滴过渡,电弧呈钟罩形且挺度较好,过渡频率较快,焊接过程稳定,焊缝成形良好,熔深、熔宽较大,余高较少,飞溅较少,此为推荐的焊接参数。Abstract: TC4 is a α+β duplex titanium alloy with low density, high specific strength, good weldability and corrosion resistance, which is widely used in weapons, aviation, aerospace, ships and orbits, and is one of the important materials for product lightweight. MIG-MAG welding was used to study the influence of welding current (80 ~ 300 A) on droplet transition and weld forming in this paper. The results show that with the increase of welding current, the transition mode changes from droplet transition to jet transition, and from one drop to multiple droplets in a pulse cycle, and finally forms a liquid column. The plasma flow force increases, the arc shape transits from bell shape to cone, and a finger-like penetration depth is formed in the center of the melt pool. The transition time is reduced, and the transition frequency is accelerated. When the welding current is 200 ~ 240 A, the droplet transition is uniform, the transition mode is the droplet transition. The arc is bell-shaped and the stiffness is good, the transition frequency is fast, the welding process is stable, the weld is well formed. The penetration depth and width are larger, the residual height is less, and the spatter is less, which is the recommended welding parameters.
-
Key words:
- TC4 titanium alloy /
- MIG welding /
- welding current /
- droplet transition /
- weld forming
-
0. 引言
钛及钛合金广泛用于航空航天、海洋工程、石油化工领域[1]。TC4钛合金是α+β两相型钛合金,具有比强度高、抗腐蚀性好、焊接性好等优点,在众多领域广泛应用[2-5]。目前可以应用在钛合金上的焊接方法主要有:TIG、MIG、EBW、LBW等,各个方法均有其优点与不足。MIG焊作为常用的焊接技术,具有易操作、焊接效率高、成本低等优势,MIG焊应用于钛合金的焊接,通过改变焊接电流和弧长修正调节电弧形态,优化焊接电流参数,可使焊接过程稳定,相比于其他焊接技术,对装夹精度和焊接环境的要求较低,是一种高效、低成本的焊接技术[6-8]。
国内外学者针对TA5钛合金MIG焊对接接头进行力学试验[9],发现其具有良好的拉伸和弯曲性能,焊缝区硬度最低,热影响区为较粗大的针状α相,焊缝区为针状α相和板条α相。还有学者以8 mm厚的TC4钛合金板材为试验材料[10],采用TIG焊和MIG焊研究焊缝成形、组织性能和拉伸断口,发现焊缝均由粗大柱状晶组成,组织均为α′马氏体+β相。虽然目前对TC4钛合金焊接接头的组织性能有一定的研究,但对MIG焊过程中熔滴稳定过渡对焊缝成形和过渡效率的影响未开展详细研究,对焊接电流如何影响熔滴过渡方式和电弧形态变化等研究较少[11-12],迫切需要开展相关研究。笔者通过高速摄像系统拍摄TC4钛合金MIG焊的熔滴过渡方式及电弧形态,探究焊接电流对焊缝成形和熔滴过渡的影响,研究不同工艺下过渡方式的转变、电弧挺度的变化。对TC4钛合金MIG焊在不同工艺条件下的熔滴过渡及电弧形态进行具体分析研究。
1. 试验材料与方法
试验采用宝鸡钛业股份有限公司生产的热轧后的TC4钛合金板材,堆焊试板规格:150 mm×40 mm×15 mm,采用直径为1.2 mm的ERTi-5焊丝,母材及焊丝化学成分如表1所示。采用纯度为99.99%的高纯氩气进行保护,气流量30 L/min。焊前对试板进行打磨去除表面油污和氧化物,焊接时采用工装对试板位置进行固定,调整试验参数完成多组单一变量的工艺参数试验,在试板表面堆焊长度不低于100 mm,确保高速摄影图像采集的一致性。
表 1 TC4钛合金化学成分Table 1. Chemical compositions of TC4 titanium alloy% Ti Al V Fe C N H O 母材 余量 6.28 4.04 0.136 0.017 0.01 0.001 0.13 焊丝 余量 5.58 4.13 0.22 0.05 0.03 0.015 0.4 焊接试验采用熔化极气体保护焊(MIG焊),焊接系统由FANUC机器人、MERKLE一体化电弧焊机组成,焊接系统具有焊接电流、焊接电压及送丝速度三参数自动匹配功能。采用Acuteye V4.0高速摄影设备拍摄TC4钛合金MIG焊熔滴过渡和电弧形态,探究焊接电流对焊缝成形及过渡稳定性的影响。采用ZEISS Axio observer金相显微镜观察熔深、熔宽和余高。焊接设备如图1所示,焊接电流参数如表2所示。
2. 试验结果
2.1 熔滴受力分析
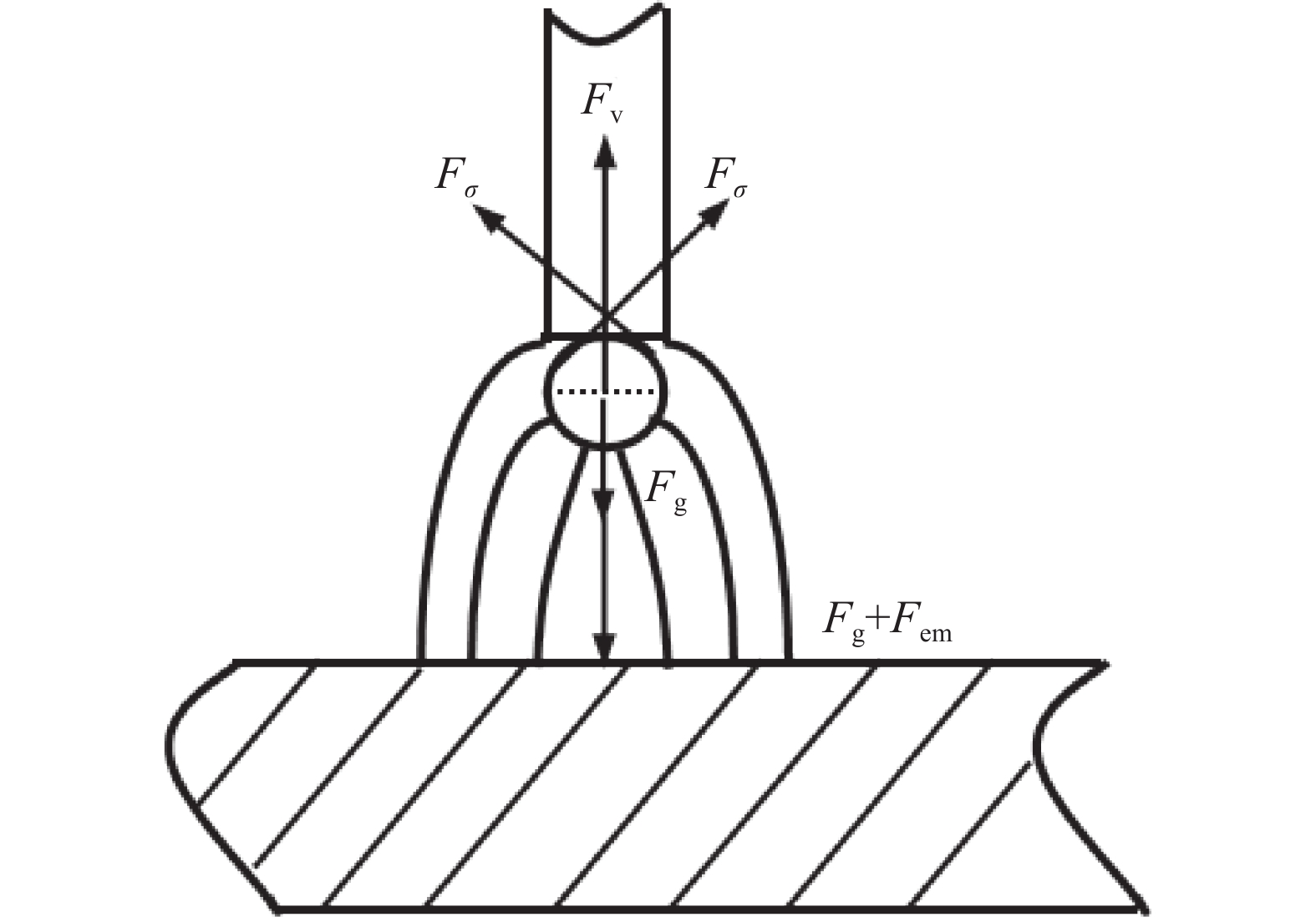
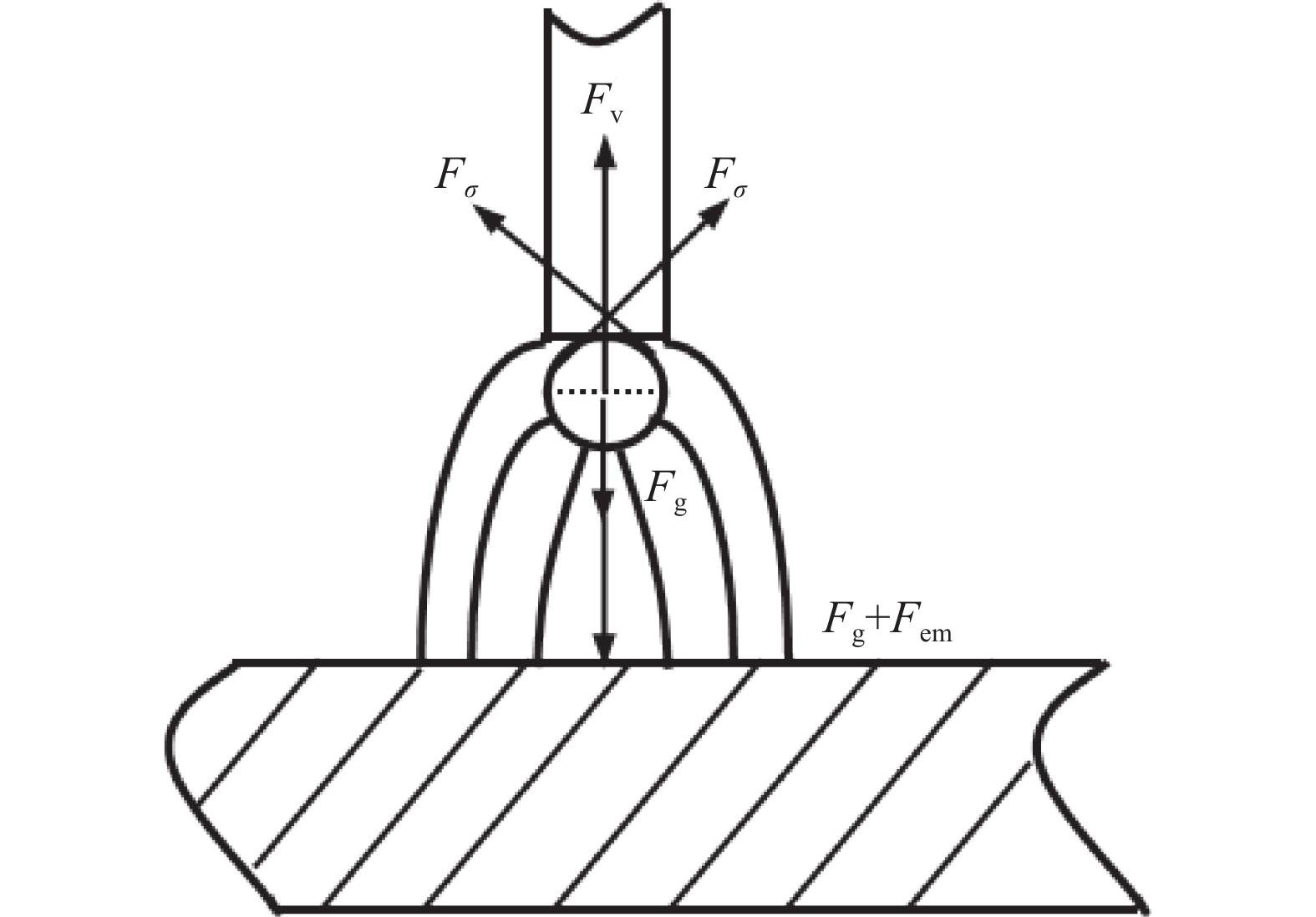
焊接过程中,熔滴的过渡方式是由熔滴上各作用力综合作用决定的。熔滴受力如图2所示,在MIG焊过程中,熔滴受到自身重力Fg、熔滴与焊丝间表面张力Fσ、电磁收缩力Fem、等离子流力Fp、金属蒸气反作用力Fv。熔滴重力Fg、电磁收缩力Fem、等离子流力Fp对熔滴过渡起促进作用,表面张力Fσ、反作用力Fv起阻碍作用[13],熔滴上各作用力表达见式(1)~(4)。
电磁收缩力Fem表达式:
$$ F_{\mathrm{e}\mathrm{m}}=\frac{\mathrm{\mu}_0\mathrm{\mathit{I}}^2}{4\pi}\mathrm{\mathit{f}}_2 $$ (1) $$ f_2=\mathrm{ln}\frac{\mathrm{\mathit{R}}\mathrm{sin}\mathrm{\theta}}{{\mathrm{\mathit{r}}}_0}-\frac{1}{4}-\frac{1}{1-\mathrm{cos}\mathrm{\theta}}+\frac{2}{(1-\mathrm{cos}\mathrm{\theta})^2}\mathrm{ln}\frac{2}{1+\mathrm{cos}\mathrm{\theta}} $$ (2) 式中,μ0为介质磁导率,H/m;f2为电弧形态系数;I为电弧电流,A;r0为焊丝直径,mm;θ为电弧传导角度,°。
表 2 焊接电流参数Table 2. Welding process parameters焊接电流/A 焊接速度/(m·min−1) 弧长修正/% 焊丝伸出长度/mm 80 0.3 30 15 100 0.3 30 15 120 0.3 30 15 140 0.3 30 15 160 0.3 30 15 180 0.3 30 15 200 0.3 30 15 220 0.3 30 15 240 0.3 30 15 260 0.3 30 15 280 0.3 30 15 300 0.3 30 15 等离子流力Fp表达式:
$$ F_{\mathrm{p}}=\frac{1}{2}{\pi}(\mathrm{\mathit{R}}^2-\mathrm{\mathit{r}}^2)\mathrm{\rho}_{\mathrm{p}}\mathrm{\mathit{C}}_{\mathrm{d}}\mathrm{\mathit{v}}_{\mathrm{p}}^2 $$ (3) 式中,Cd为等离子流系数;ρp 为等离子流密度,mol/m;vp 为等离子流速度,mm/s;R为熔滴半径,mm;r为熔滴缩颈处的半径,mm。
金属蒸气反作用力Fv表达式:
$$ \mathrm{\mathit{F}}_{\mathrm{v}}=\mathrm{\mathit{C}}_{\mathrm{D}}\mathrm{\mathit{A}}\frac{\mathrm{\rho}_{\mathrm{g}}\mathrm{\mathit{v}}_{\mathrm{g}}^2}{2} $$ (4) 式中,CD为与金属蒸气Reynold数有关的绕流阻力系数;A为垂直于流动方向上的投影面积,mm2;ρg为金属蒸气密度,g/mm3;vg为金属蒸气喷出速度,mm/s[14]。
2.2 焊接电流对熔深、熔宽的影响
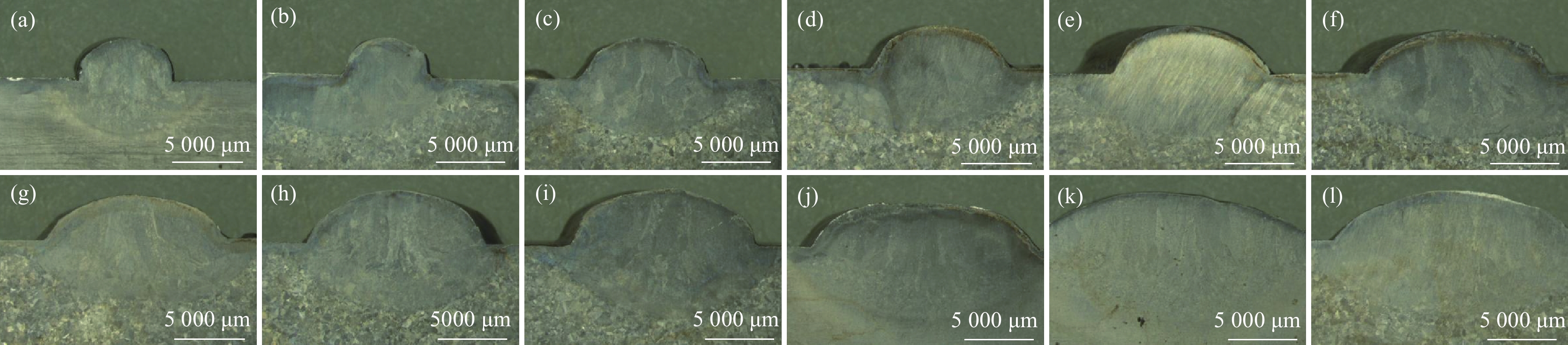
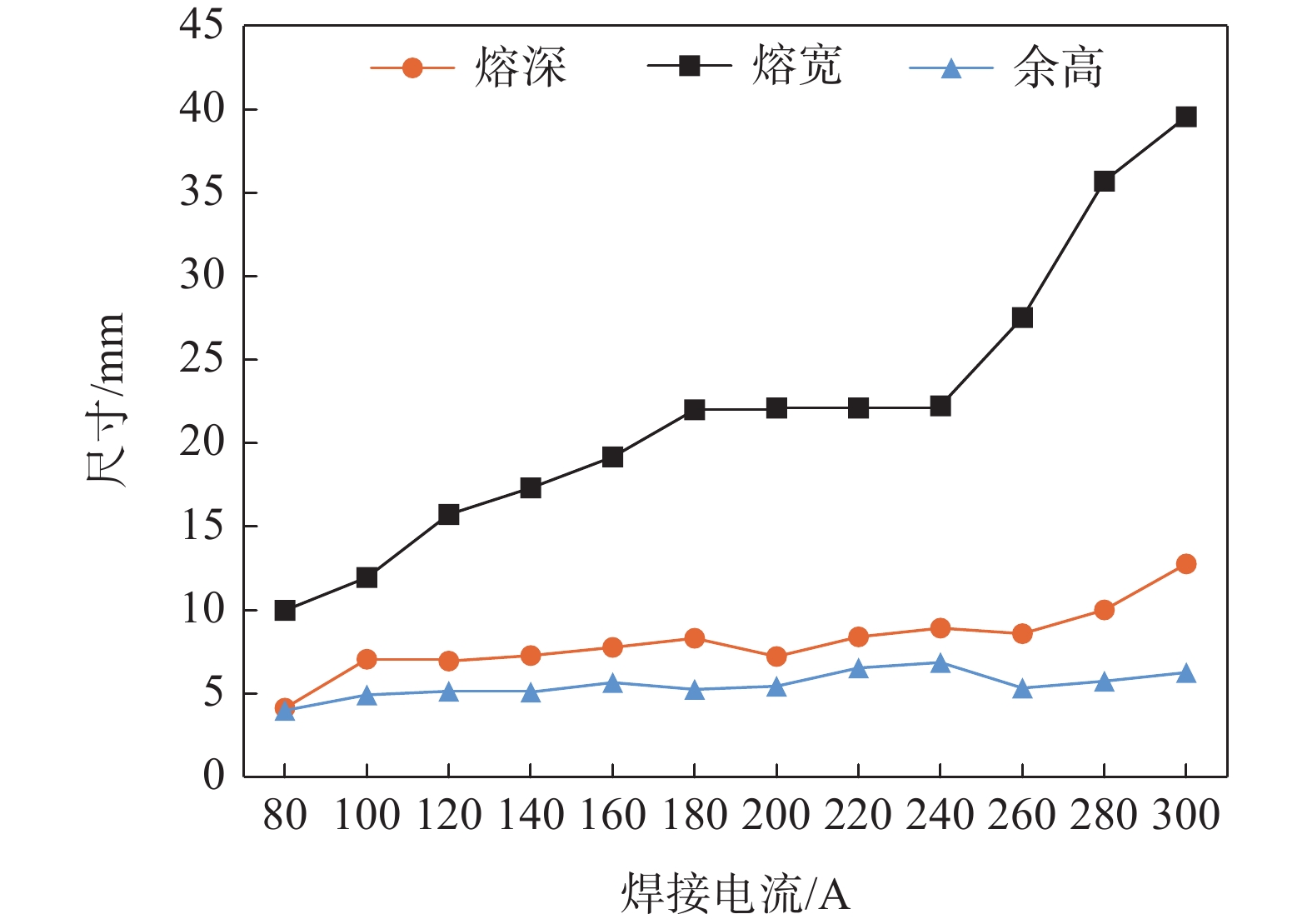
不同焊接电流时的熔深、熔宽和余高如图3、4所示。可以看出,随着焊接电流的增加,熔宽明显增加、熔深略有增加、余高变化不明显,这是因为焊接电流增加,热输入增加,润湿角减小,熔覆金属更易摊开向两边流动[15],熔宽增加明显,熔深增加,余高略有增加,电流较大时余高开始减小。焊接电流较小时,金属不易摊开,液态金属受热影响较小,金属凝固较快;电流增大时,液态金属凝固时温度梯度高,金属向两侧流动,润湿角增大,电弧热作用增强,熔深、熔宽增加。
 图 3 不同焊接电流时的熔深、熔宽和余高(a)80 A;(b)100 A;(c)120 A;(d)140 A;(e)160 A;(h)180 A;(g)200 A;(h)220 A;(i)240 A;(j)260 A;(k)280 A;(l)300 AFigure 3. Penetration depth, penetration width, and residual height at different welding currents
图 3 不同焊接电流时的熔深、熔宽和余高(a)80 A;(b)100 A;(c)120 A;(d)140 A;(e)160 A;(h)180 A;(g)200 A;(h)220 A;(i)240 A;(j)260 A;(k)280 A;(l)300 AFigure 3. Penetration depth, penetration width, and residual height at different welding currents2.3 焊接电流对表面成形的影响
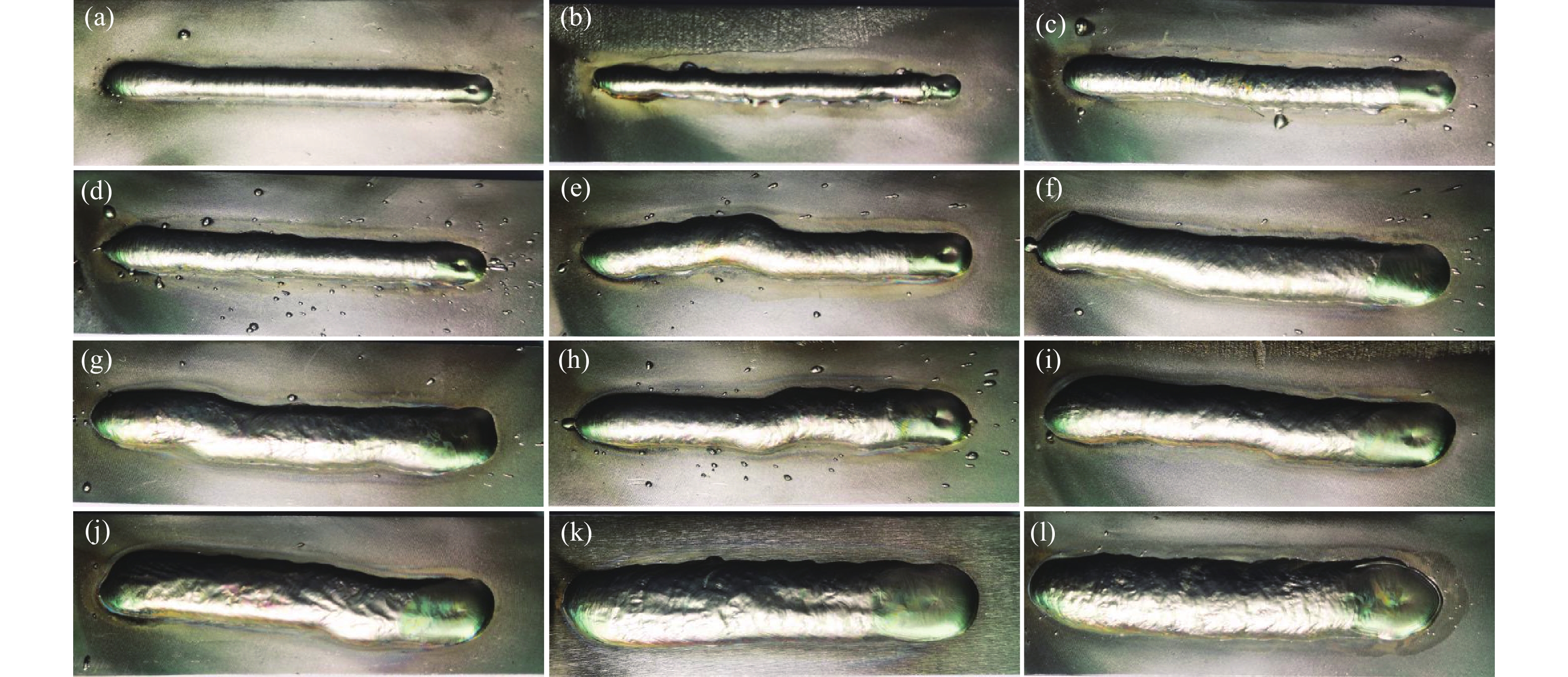
焊接电流对焊缝表面成形的影响如图5所示。当电流较小(80~140 A)时,弧柱直径较小,热输入较小,电弧潜入工件的深度较浅,熔覆金属成椭球形凝固在基体表面,熔化的金属难以摊开,从而导致润湿角较大,不利于熔覆金属向焊缝过渡,焊缝成形不美观。当电流增加(160~240 A)时,随着焊接电流加大,热输入增大,电弧能量集中,弧柱直径增加,电弧潜入工件的深度增加,润湿角减小,金属润湿较好、容易摊开,熔深变化不明显、熔宽增加,成形较好。当焊接电流较大(260~300 A)时,润湿角进一步减小,焊接热输入较大,熔覆金属成扁平状摊开在基体表面,熔深、熔宽增加,余高减小,表面成形较差。因此在打底时选用较大的焊接电流(240~260 A)时可以增加热输入,电弧能量集中有利于熔覆金属与母材间隙侧壁熔合,避免形成未焊透缺陷;在填充时可以选用适中的焊接电流(180~220 A),液态熔覆金属稳定过渡,且表面成形较好,焊缝平直美观。
 图 4 熔深、熔宽和余高随焊接电流的变化Figure 4. Variation of penetration depth, penetration width and residual height with welding current
图 4 熔深、熔宽和余高随焊接电流的变化Figure 4. Variation of penetration depth, penetration width and residual height with welding current 图 5 焊接电流对焊缝成形的影响(a)80 A;(b)100 A;(c)120 A;(d)140 A;(e)160 A;(f)180 A;(g)200 A;(h)220 A;(i)240 A;(j)260 A;(k)280 A;(l)300 AFigure 5. Effect of welding current on surface forming
图 5 焊接电流对焊缝成形的影响(a)80 A;(b)100 A;(c)120 A;(d)140 A;(e)160 A;(f)180 A;(g)200 A;(h)220 A;(i)240 A;(j)260 A;(k)280 A;(l)300 AFigure 5. Effect of welding current on surface forming2.4 焊接电流对熔滴过渡的影响
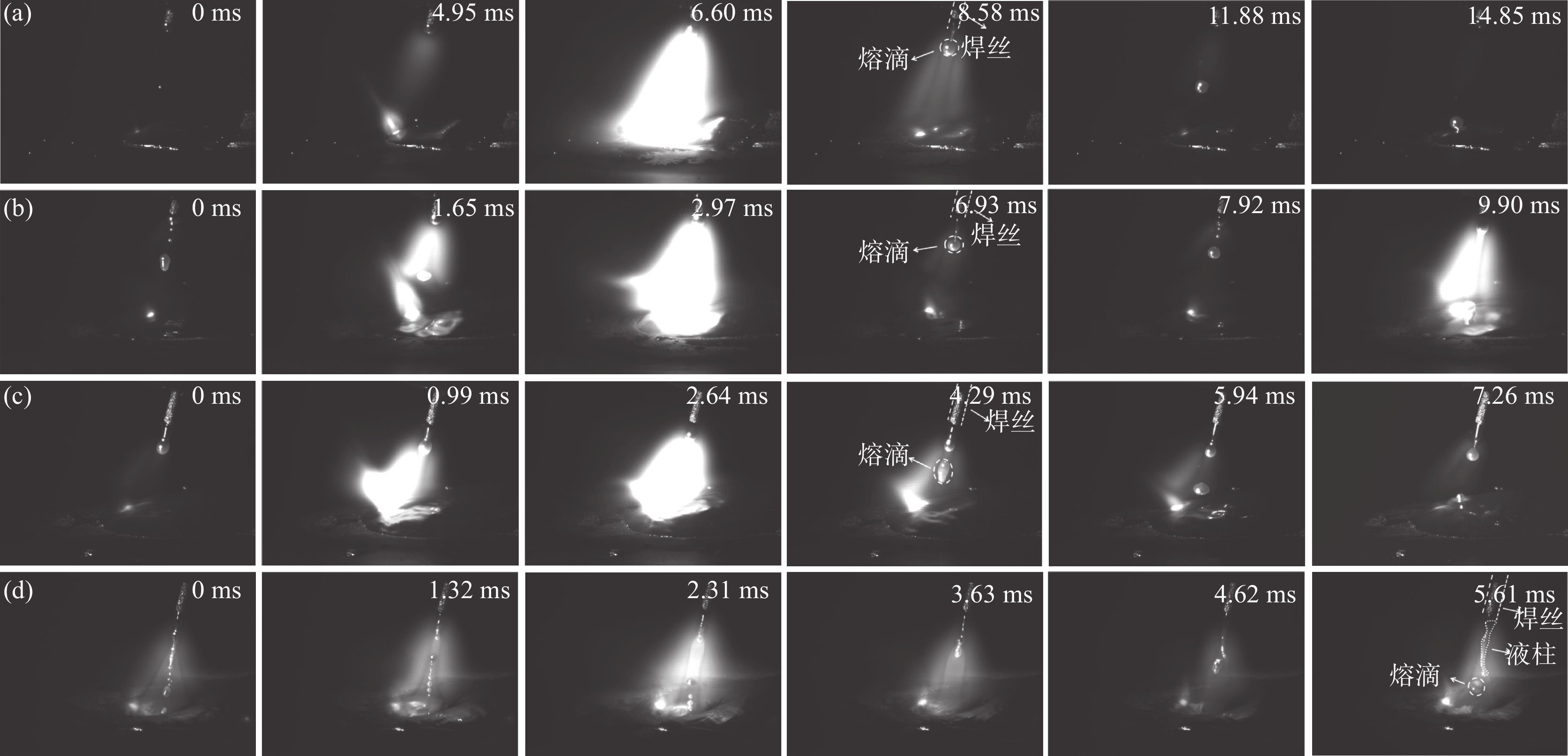
不同焊接电流工艺的熔滴过渡如图6所示。脉冲阶段随着脉冲时间的延长,在焊丝端头的熔滴金属积累逐渐增多,最后形成熔滴状,其大小接近焊丝直径。而电弧形态从束状变为钟罩形或锥形。熔池仅在脉冲电流时间内熔化,在基值电流时间内可得到冷却结晶。与连续电流的焊接相比,在熔深相同的前提下,平均电流对焊缝的热输入更小。
 图 6 焊接电流对熔滴过渡方式的影响(a)80 A;(b)160 A;(C)220 A;(d)300 AFigure 6. Effect of welding current on droplet transition
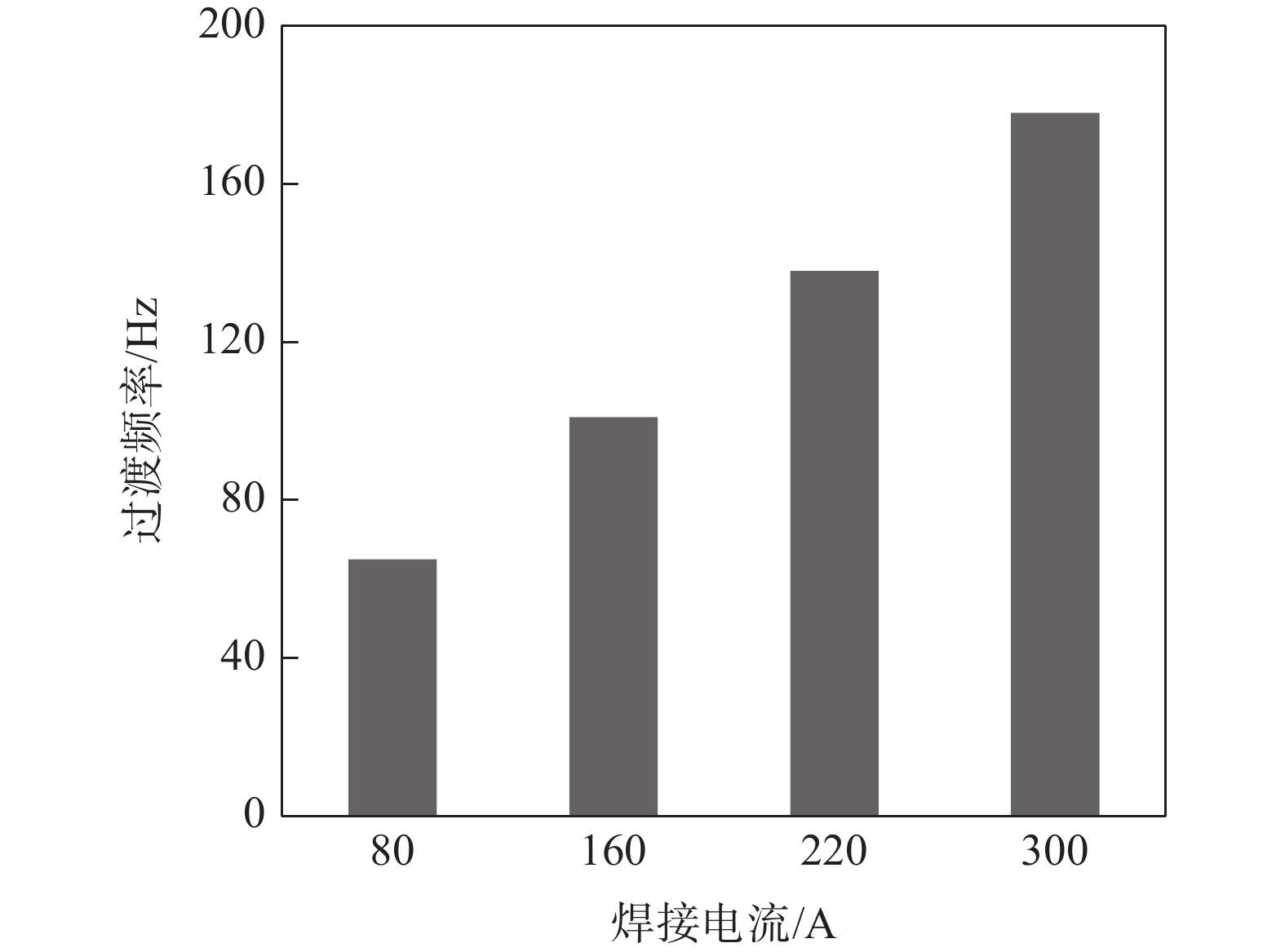
图 6 焊接电流对熔滴过渡方式的影响(a)80 A;(b)160 A;(C)220 A;(d)300 AFigure 6. Effect of welding current on droplet transition焊接电流为80~140 A时,过渡方式为射滴过渡,一个脉冲周期内过渡一滴。熔滴在重力加速度的作用下从焊丝端部降落到熔池。由于电流较小,熔滴长大时间较长,形成的熔滴较大。当焊接电流增加到160~200 A时,电弧能量聚集,过渡方式为射滴过渡,一个脉冲周期过渡一滴。熔滴发生射滴过渡时,电弧形状呈现钟罩形,此时熔滴沿焊丝轴向滴落,滴落的加速度比重力加速度要大,熔滴尺寸达到1.4 mm,呈球滴状,接近焊丝直径,基本无飞溅。电流增加到220~260 A时,在一个脉冲周期内焊丝熔化速度加快,此时仍为射滴过渡,但在一个脉冲周期内出现一脉两滴的过渡方式,电弧呈钟罩形。当焊接电流继续加大到280~300 A时,等离子流力增加,电弧形态呈锥状,焊丝熔化加快,过渡方式为射流过渡,等离子流和熔滴沿焊丝轴线方向向熔池内过渡,在熔池中心形成指状熔深。焊接电流对熔滴过渡频率的影响如图7所示,随着电流的增加,过渡时间逐渐减小,由9.9 ms减少至5.61 ms;过渡频率逐渐加快,在300 A时过渡频率最快,达到178 Hz。
 图 7 焊接电流对熔滴过渡频率的影响Figure 7. Effect of welding current on droplet transition frequency
图 7 焊接电流对熔滴过渡频率的影响Figure 7. Effect of welding current on droplet transition frequency3. 结论
1) 随着电流的增大,润湿角逐渐减小,熔深、熔宽逐渐增加,余高变化较小。当焊接电流为200~240 A时,热输入适中,润湿角小,熔覆金属成扁平状凝固在基体表面,焊缝成形美观。
2) 焊接电流会影响熔滴过渡的方式,随着焊接电流的增加,过渡方式由射滴过渡向射流过渡转变,且在一个脉冲周期内由一滴转变为多滴,直到形成液柱,等离子流力随之增加,电弧形态由钟罩形向锥状过渡,在熔池中心形成犹如指状的熔深。在一个脉冲周期内,熔滴过渡频率随焊接电流的增加而增加。
3)后续试验过程中,可围绕电流电压反馈与熔滴过渡协同控制、TC4钛合金MIG焊焊缝跟踪修正等方面开展研究,也可从TC4钛合金MIG焊不同焊接工艺组织转变、性能提高等方面开展研究。
-
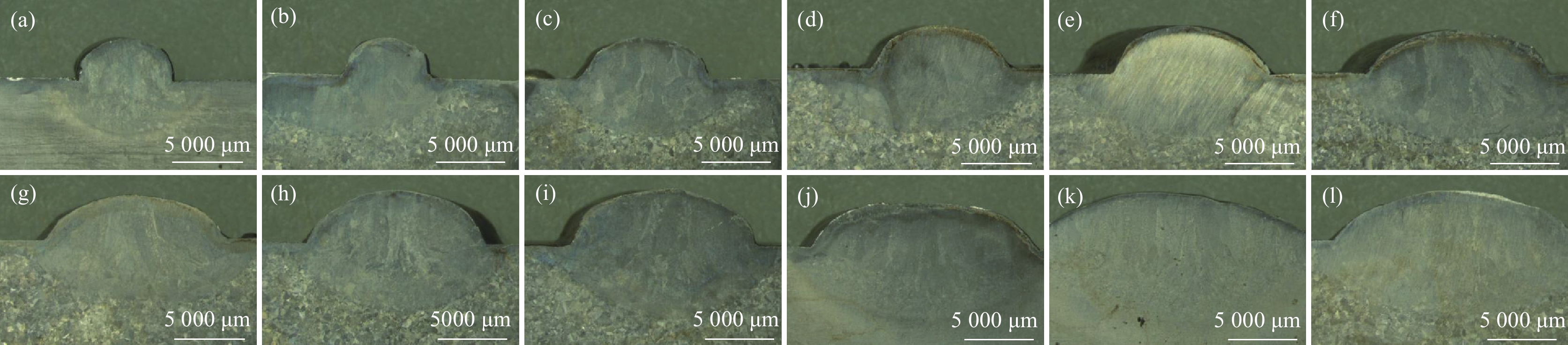
图 3 不同焊接电流时的熔深、熔宽和余高
(a)80 A;(b)100 A;(c)120 A;(d)140 A;(e)160 A;(h)180 A;(g)200 A;(h)220 A;(i)240 A;(j)260 A;(k)280 A;(l)300 A
Figure 3. Penetration depth, penetration width, and residual height at different welding currents
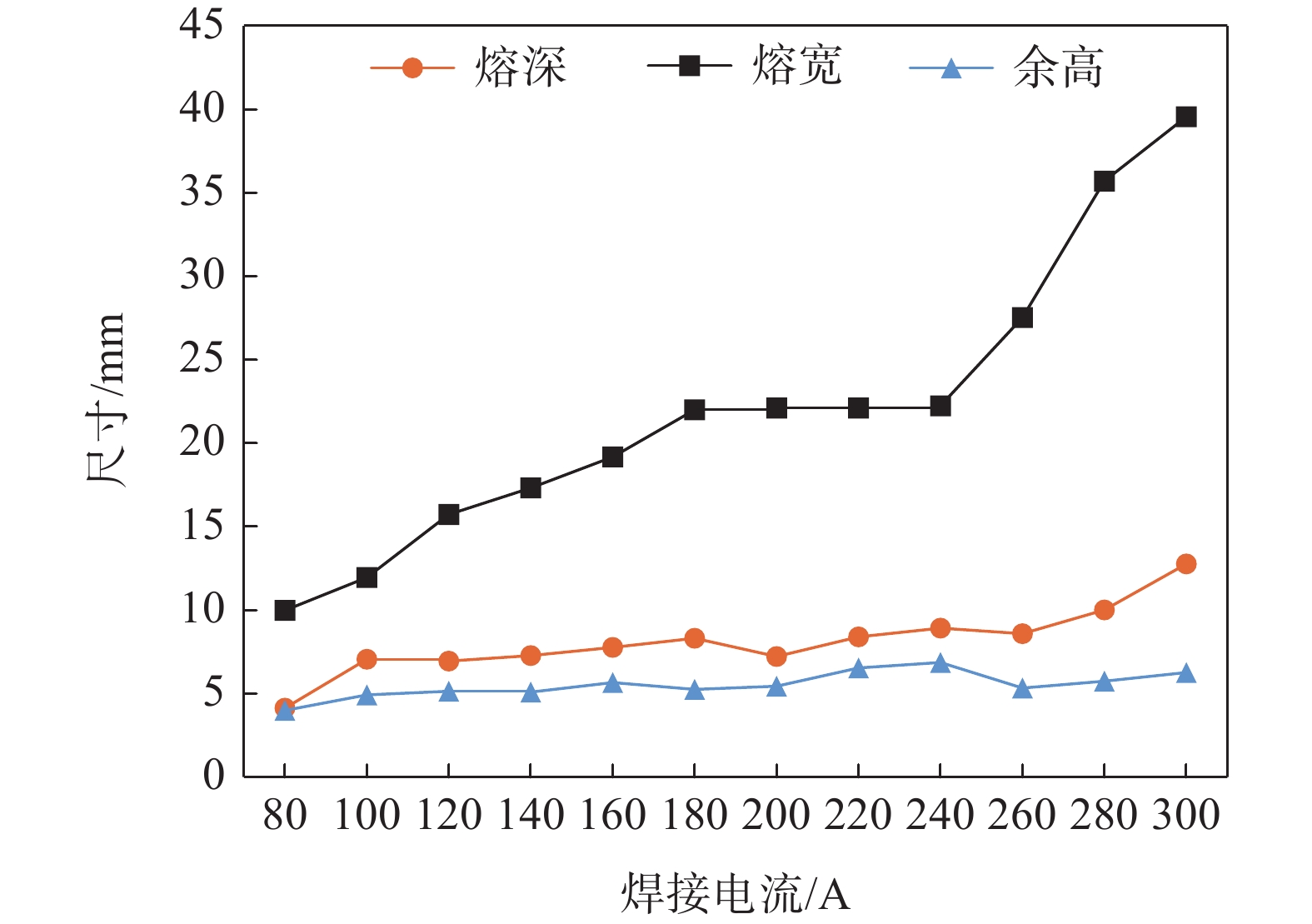
图 4 熔深、熔宽和余高随焊接电流的变化
Figure 4. Variation of penetration depth, penetration width and residual height with welding current
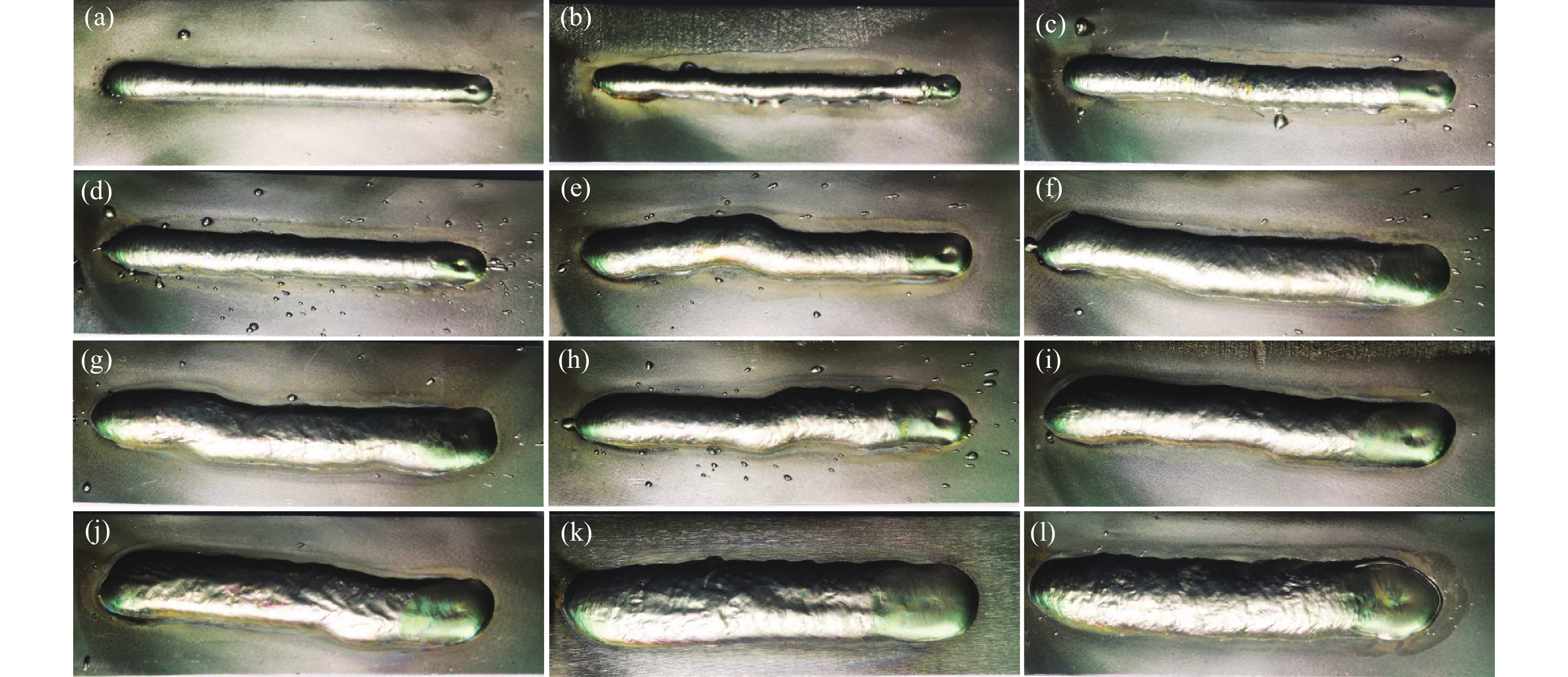
图 5 焊接电流对焊缝成形的影响
(a)80 A;(b)100 A;(c)120 A;(d)140 A;(e)160 A;(f)180 A;(g)200 A;(h)220 A;(i)240 A;(j)260 A;(k)280 A;(l)300 A
Figure 5. Effect of welding current on surface forming
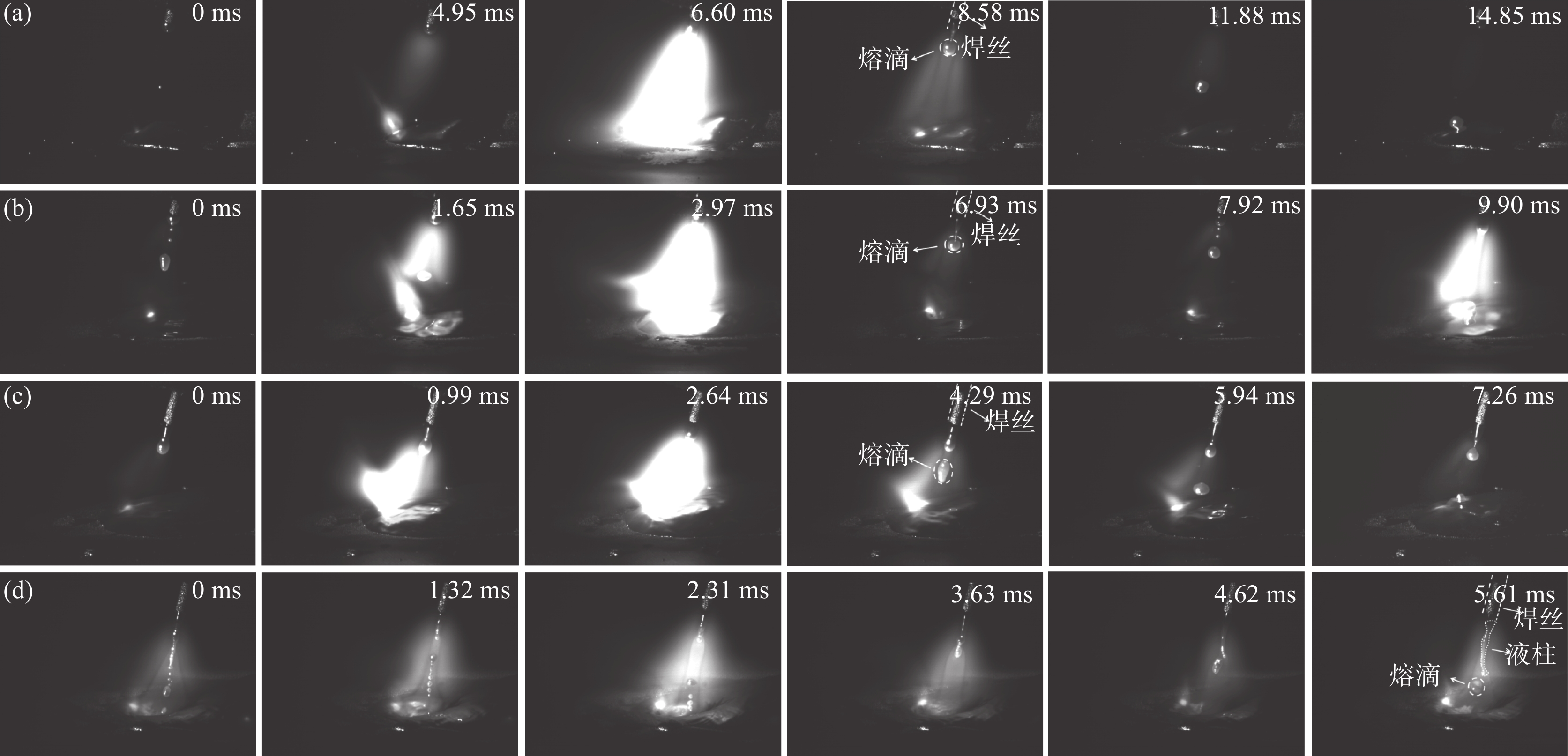
图 6 焊接电流对熔滴过渡方式的影响
(a)80 A;(b)160 A;(C)220 A;(d)300 A
Figure 6. Effect of welding current on droplet transition
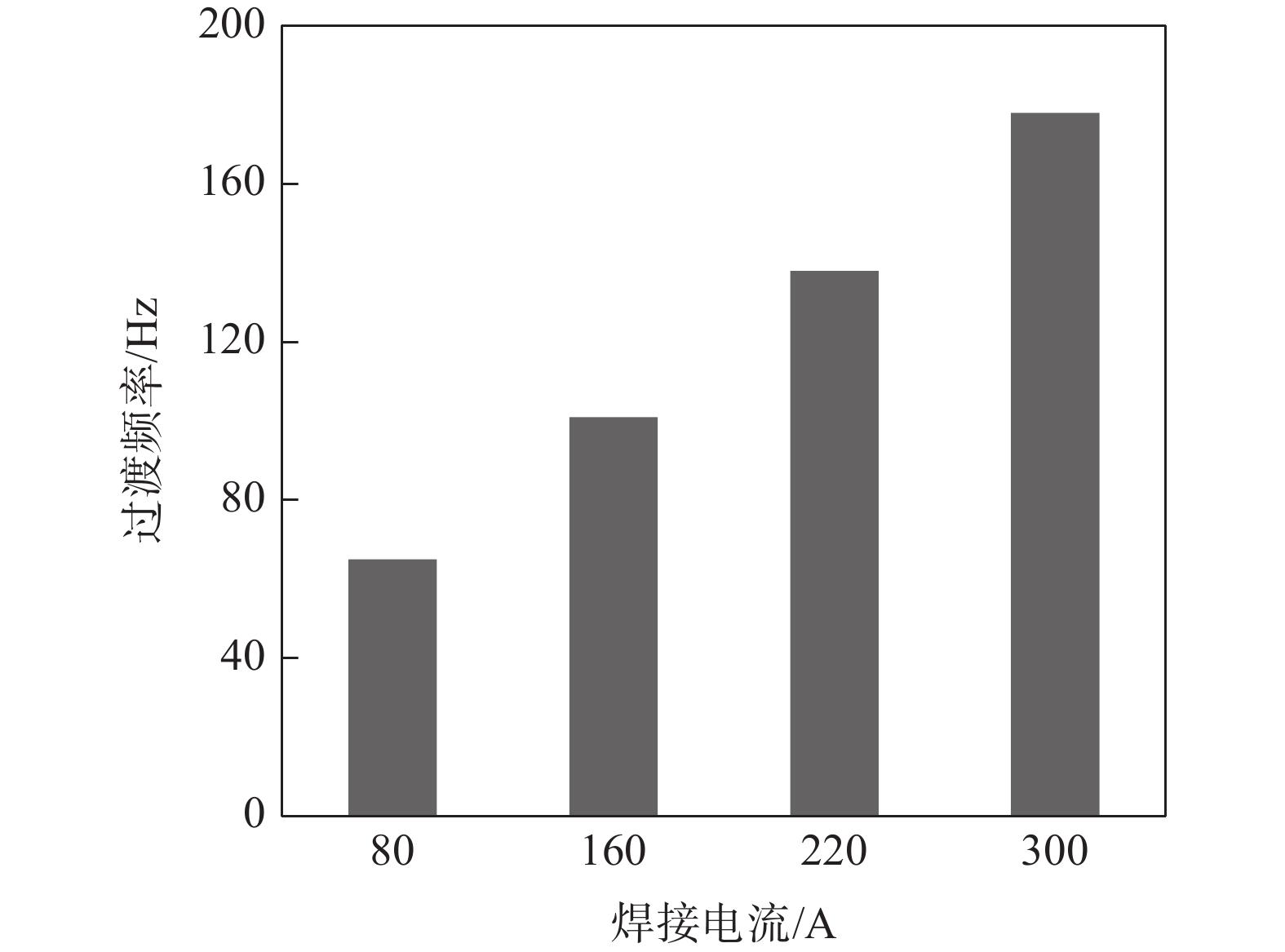
图 7 焊接电流对熔滴过渡频率的影响
Figure 7. Effect of welding current on droplet transition frequency
表 1 TC4钛合金化学成分
Table 1. Chemical compositions of TC4 titanium alloy
% Ti Al V Fe C N H O 母材 余量 6.28 4.04 0.136 0.017 0.01 0.001 0.13 焊丝 余量 5.58 4.13 0.22 0.05 0.03 0.015 0.4  下载: 导出CSV
下载: 导出CSV
表 2 焊接电流参数
Table 2. Welding process parameters
焊接电流/A 焊接速度/(m·min−1) 弧长修正/% 焊丝伸出长度/mm 80 0.3 30 15 100 0.3 30 15 120 0.3 30 15 140 0.3 30 15 160 0.3 30 15 180 0.3 30 15 200 0.3 30 15 220 0.3 30 15 240 0.3 30 15 260 0.3 30 15 280 0.3 30 15 300 0.3 30 15
下载: 导出CSV
-
[1] HAO Z L, ZHANG F P, LIU Z C, et al. Research on TIG and MIG welding processes and properties based on TC4 titanium alloy[J]. New Technology & New Process, 2023(12):58-61. (郝子龙, 张粉萍, 刘子聪, 等. 基于TC4钛合金的TIG、MIG焊接电流与性能对比研究[J]. 新技术新工艺, 2023(12):58-61.HAO Z L, ZHANG F P, LIU Z C, et al. Research on TIG and MIG welding processes and properties based on TC4 titanium alloy[J]. New Technology & New Process, 2023(12): 58-61. [2] Li H M, LEI T, FAN S M, et al. Research progress of biomedical titanium alloys[J]. Metallic Functional Materials, 2011,18(2):70-73. [3] L Y, ZHAO Y Q, ZENG W D. Application and development trend of aviation titanium alloy[J]. Materials Reports, 2020,34(S1):280-282. (李毅, 赵永庆, 曾卫东. 航空钛合金的应用及发展趋势[J]. 材料导报, 2020,34(S1):280-282.L Y, ZHAO Y Q, ZENG W D. Application and development trend of aviation titanium alloy[J]. Materials Reports, 2020, 34(S1): 280-282. [4] ZHAO Y Q, GE P, XIN S W. Progresses of R&D on Ti-alloy materials in recent 5 years[J]. Materials China, 2020(Z1):527-534. (赵永庆, 葛鹏, 辛社伟. 近五年钛合金材料研发进展[J]. 中国材料进展, 2020(Z1):527-534. doi: 10.7502/j.issn.1674-3962.202006025ZHAO Y Q, GE P, XIN S W. Progresses of R&D on Ti-alloy materials in recent 5 years[J]. Materials China, 2020(Z1): 527-534. doi: 10.7502/j.issn.1674-3962.202006025 [5] ZHANG J X, GONG S L, LI X Y, et al. Frontier and research trends on welding technologies for light metals[J]. Welding & Joining, 2008(12):5-10,65. [6] ZHU Z S. Research status and development of titanium alloy technology for aviation in China[J]. Journal of Aeronautical Materials, 2014(4):44-50. (朱知寿. 我国航空用钛合金技术研究现状及发展[J]. 航空材料学报, 2014(4):44-50. doi: 10.11868/j.issn.1005-5053.2014.4.004ZHU Z S. Research status and development of titanium alloy technology for aviation in China[J]. Journal of Aeronautical Materials, 2014(4): 44-50. doi: 10.11868/j.issn.1005-5053.2014.4.004 [7] LIU P F. Research progress on titanium and titanium alloy structural welding technology[J]. MW Metal Forming, 2012(20):11-13. (刘鹏飞. 钛及钛合金结构焊接技术研究进展[J]. 金属加工(热加工), 2012(20):11-13.LIU P F. Research progress on titanium and titanium alloy structural welding technology[J]. MW Metal Forming, 2012(20): 11-13. [8] HE Y F, CHEN D G, ZHANG L, et al. Study on microstructure properties of TC4 titanium alloy MIG welding joint after heat treatment[J]. Iron Steel Vanadium Titanium, 2021,42(6):164-170. (何逸凡, 陈东高, 张龙, 等. TC4钛合金MIG焊接头热处理后组织性能研究[J]. 钢铁钒钛, 2021,42(6):164-170. doi: 10.7513/j.issn.1004-7638.2021.06.024HE Y F, CHEN D G, ZHANG L, et al. Study on microstructure properties of TC4 titanium alloy MIG welding joint after heat treatment[J]. Iron Steel Vanadium Titanium, 2021, 42(6): 164-170. doi: 10.7513/j.issn.1004-7638.2021.06.024 [9] LIU S Y, Wang Y J, GENG T. Study on microstructure and mechanical properties of MIG welded joint of TA5 titanium alloy[J]. Journal of Dalian Jiaotong University, 2018,39(3):86-88. (刘守义, 王有君, 耿涛. 钛合金MIG焊接头组织性能[J]. 大连交通大学学报, 2018,39(3):86-88.LIU S Y, Wang Y J, GENG T. Study on microstructure and mechanical properties of MIG welded joint of TA5 titanium alloy[J]. Journal of Dalian Jiaotong University, 2018, 39(3): 86-88. [10] MOU G, HUA X M, XU X B, et al. Comparative study on TIG and MIG welding processes and properties of 8 mm thick TC4 titanium alloys[J]. Electric Welding Machine., 2020,50(4):70-74,138. (牟刚, 华学明, 徐小波, 等. 8 mm 厚TC4钛合金TIG、MIG焊接电流及性能对比研究[J]. 电焊机, 2020,50(4):70-74,138.MOU G, HUA X M, XU X B, et al. Comparative study on TIG and MIG welding processes and properties of 8 mm thick TC4 titanium alloys[J]. Electric Welding Machine., 2020, 50(4): 70-74,138. [11] GŁOWACKI D, MOĆKO W, MARCZAK M, et al. Energy absorbing properties analysis of layers structure of titanium alloy Ti6Al4V during dynamic impact loading tests[J]. Materials, 2021,14(23):72-79. [12] ZHANG L, CHEN D G, ZHANG Y Y, et al. Research on low-cost TC4 titanium alloy monofilament MIG welding process and performance[J]. Ordnance Material Science and Engineering, 2021,44(1):93-97. (张龙, 陈东高, 张迎迎, 等. 低成本TC4钛合金单丝MIG焊工艺与性能研究[J]. 兵器材料科学与工程, 2021,44(1):93-97.ZHANG L, CHEN D G, ZHANG Y Y, et al. Research on low-cost TC4 titanium alloy monofilament MIG welding process and performance[J]. Ordnance Material Science and Engineering, 2021, 44(1): 93-97. [13] DAI Y, WANG D F, MA L C, et al. Droplet transfer in laser‐MAG hybrid welding of ultra-high strength steel[J]. Ordnance Material Science and Engineering, 2020,43(2):67-71. (戴宇, 王大锋, 马良超, 等. 超高强度钢激光-MAG复合焊熔滴过渡研究[J]. 兵器材料科学与工程, 2020,43(2):67-71.DAI Y, WANG D F, MA L C, et al. Droplet transfer in laser‐MAG hybrid welding of ultra-high strength steel[J]. Ordnance Material Science and Engineering, 2020, 43(2): 67-71. [14] LIU S Y, ZHANG F L, DONG S N, et al. Characteristics analysis of droplet transfer in laser-MAG hybrid welding process[J]. International Journal of Heat and Mass Transfer, 2018,121:805-811. doi: 10.1016/j.ijheatmasstransfer.2018.01.047 [15] HE Y F, WANG C Y, JIA S M, et al. Effects of Mg contents on droplet transition and microstructure properties of 7A52 aluminum alloy by MIG welding[J]. Ordnance Material Science and Engineering, 2023,46(5):76-81. (何逸凡, 王呈阳, 贾舒茗, 等. Mg含量对7A52铝合金MIG焊熔滴过渡及组织性能的影响[J]. 兵器材料科学与工程, 2023,46(5):76-81.HE Y F, WANG C Y, JIA S M, et al. Effects of Mg contents on droplet transition and microstructure properties of 7A52 aluminum alloy by MIG welding[J]. Ordnance Material Science and Engineering, 2023, 46(5): 76-81. -

 下载:
下载:

 点击查看大图
点击查看大图

计量
- 文章访问数: 44
- HTML全文浏览量: 15
- PDF下载量: 5
- 被引次数: 0

