

Effect of Te on sulfides and properties of 303Cu stainless steel
-
摘要: 为研究碲(Te)冶金在303Cu不锈钢中的工业化应用效果,开展了向303Cu不锈钢中添加Te的工业化生产试验,探究了Te添加对303Cu易切削不锈钢耐蚀性能的影响,并验证了Te对303Cu耐蚀性能的影响。通过蔡司金相显微镜、扫描电镜、三维腐刻、表面粗糙度仪、盐雾试验、显微硬度等方法对比分析了303Cu不锈钢原样以及303Cu碲改质铸坯和轧材中硫化物的形态变化、尺寸分布及切削性能、耐蚀性能和硬度变化。结果表明:303Cu不锈钢(Te改质)铸坯中硫化物长宽比较小,分布更加均匀,硫化物硬度增加,Te改质303Cu轧材后硫化物由长条状变成纺锤体,有效抑制了硫化物在轧制过程中的形变;Te改质、轧材切削后C型屑比例提高且表面粗糙度降低;Te改质后,轧材在120 h和240 h中性盐雾试验下腐蚀面积相比原样均有所减小。Abstract: In order to study the industrial application effect of Te metallurgy in 303Cu stainless steel, the industrial production test of adding Te to 303Cu stainless steel was carried out. The influence of Te addition on the corrosion resistance of 303Cu free-cutting stainless steel was investigated, and the influence of Te on the corrosion resistance of 303Cu was verified. The morphology, size distribution, cutting performance, corrosion resistance, and hardness change of sulfide in 303Cu stainless steel and 303Cu telluride modified casting billet and rolling material was compared and analyzed using Zeiss metallographic microscope, scanning electron microscope, three-dimensional corrosion etching, surface roughness analyzer, salt spray test, and microhardness. The results show that the length and width of the sulfide in the 303Cu stainless steel (Te modified) billet are smaller, the distribution is more uniform, and the hardness of the sulfide increases. After the Te modified 303Cu rolling material, the sulfide changes from a long strip to a spindle, which effectively inhibits the deformation of the sulfide in the rolling process. After TE modification, the proportion of C-type chips increases, and the surface roughness decreases. After TE modification, the corrosion area of the rolled material decreased compared with the original sample under 120 h and 240 h neutral salt spray test.
-
Key words:
- 303Cu stainless steel /
- sulphide /
- Te modification /
- cutting performance /
- corrosion resisting property
-
0. 引言
303Cu不锈钢是一种奥氏体不锈钢,由于钢中含有Cu、Mn、高S和少量的P元素,使其具有良好的易切削性能、塑性、韧性和抗腐蚀性。303Cu不锈钢因其良好的耐腐蚀能力和力学性能,在航空、航天、石油、化工等领域应用广泛。但是不锈钢不易加工,限制了其更广泛的应用[1-3]。因此,提高不锈钢切削性能是不锈钢行业的重要研究内容。目前,主要通过添加易切削元素硫、铅、硒以及碲来提高不锈钢的切削性能。添加硫元素会与钢中锰元素结合形成MnS夹杂,长条状的硫化物会导致不锈钢的耐腐蚀能力以及力学性能降低。能否控制303Cu钢中硫化物的形态,使长条形的硫化物变成纺锤形或者球形是提升不锈钢耐蚀性和力学性能的关键因素之一。目前,向钢中添加碲元素对MnS硫化物进行改质处理被认为是控制MnS形态的有效途径[4-6]。
郝远等[7]在研究铸铁中Te对硫化物的影响时发现,铸铁中添加Te能使不规则状MnS转换为规则的含Te的复合硫化物;张硕等[8]研究发现,当添加适量Te元素时,硫化物由团簇状变为椭球状,并且显著降低了硫化物长宽比;Mahmutoviu等[9]研究Te对AISI303不锈钢的影响时发现,在加工过程中,Te的存在能使MnS趋向球化;Yaguchi[10]发现Te能显著提高钢的切削性能;白旭旭等[11]发现Te改质显著降低钢中夹杂物平均长宽比,球化效果较为明显。但是目前国内关于碲对钢材的硫化物赋存状态及切削性能影响的分析仅限于实验室研究,未见实际工业应用,笔者开展了含碲303Cu不锈钢的工业生产试验,并与未加碲的303Cu不锈钢产品进行了对比分析。采用蔡司金相显微镜、扫描电镜等检测与分析手段表征钢中硫化物的形貌、分布规律;通过切削试验对比研究了Te改质前后303Cu不锈钢切削性能变化及表面粗糙度变化,通过盐雾试验对比研究了Te对303Cu不锈钢耐蚀性能的影响。
1. 试验方法与样品加工
1.1 生产工艺
试验共进行3炉冶炼,分别为不加Te、低Te和高Te,生产工艺流程均采用:30 t电炉—AOD冶炼—LF冶炼—连铸—修磨—轧制,含Te303Cu不锈钢在LF精炼炉末期,成分控制到位后,出钢前喂入含碲包芯线,工艺参数三炉钢均相同。
1.2 试样成分及试验方法
对生产的303Cu不锈钢铸坯进行钻屑取样,送国家钢铁材料测试中心进行分析检测,测得钢中Te元素质量分数,测得Te含量及试样成分如表1所示。
表 1 试验钢的化学成分Table 1. Chemical compositions of test steel% 试样 C Si Mn P S Cr Ni Cu Mo N Te 原样 0.029 0.34 2.27 0.036 0.300 17.15 8.10 2.08 0.25 0.037 低Te 0.028 0.33 2.30 0.039 0.293 17.35 8.14 2.16 0.23 0.038 0.0030~0.0040 高Te 0.028 0.34 2.25 0.037 0.300 17.17 8.10 2.13 0.26 0.034 0.0060~0.0080 分别对303CuTe改质前后铸坯及轧材进行取样,在铸坯边部、1/4处、中心部位分别取10 mm×10 mm×10 mm的金相试样,对轧材取Ø5.5 mm×10 mm的轧向金相样。依次采用 62 μm (240目)、38 μm( 400目)、19 μm (800目)、14 μm (1000目)、10.5 μm (1500目)、6.5 μm (2 000目)砂纸预磨,用W2.5、W1.5及W0.5的抛光膏抛光5 min,抛光后立即用清水洗净,快速使用无水乙醇对样品表面进行去垢处理,然后用电风机快速吹干表面(防止氧化)。
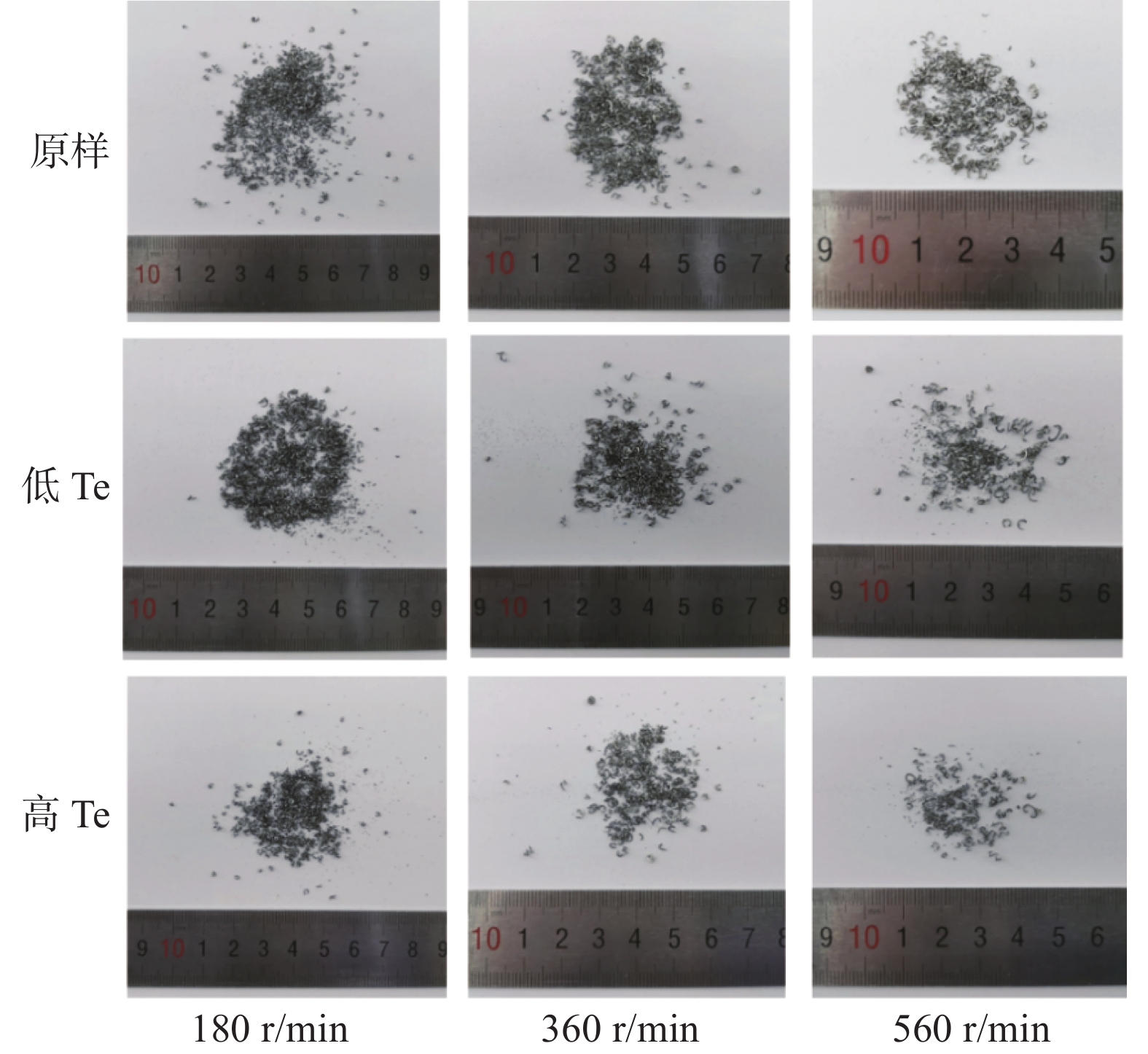
在金相显微镜下,对样品连续随机不同部位20次视场拍照;利用图像处理软件(Image Pro Plus)对钢中硫化物进行统计;电解试样经磨抛机打磨过后,进行电流腐刻处理。利用SEM+EDS对硫化物形貌及成分进行分析;采用(C61320)机床对试验钢材进行切削对比试验,收集断屑进行统计,对切削性能进行分析,切削试样照片如图1所示;而后采用表面光洁度仪对试样表面粗糙度进行测量,同时采用维氏硬度计分别对三组试样中硫化物及钢基体的硬度进行检测,研究Te对303Cu不锈钢硬度的影响。
303Cu盘条为Ø
$ \text{5.5 mm}\text{线材} $ ,采用车床对试样进行加工,加工好的试样如图2所示,试样规格为$ \text{Ø5 mm×3} $ 0 mm。试样在进行盐雾腐蚀试验之前,使用无水乙醇清洗干净,然后进行风干,放置于干燥箱中,等待下一步盐雾试验。采用周期盐雾试验,先将试样放置于盐雾箱之中,型号为YW-150,以2 h喷雾湿润+恒温静置22 h为一个循环,分别开展5(120 h)和10(240 h)个循环的中性盐雾试验,采用目视对盐雾腐蚀后试样进行观察。2. 结果分析与讨论
2.1 Te对钢中硫化物的影响
图3为铸坯中
$ \times $ 500倍视场下典型硫化物金相照片,从左到右依次为边部、1/4处和中心部位;其中,图(a)、(b)、(c)为原样,(d)、(e)、(f)为低Te 303Cu试样,(g)、(h)、(i)为高Te 303Cu试样。图3 (a)、(b)、(c)中硫化物多为长条状且硫化物分布不均匀;图3 (d)、(e)、(f)中硫化物相较于图3 (a)、(b)、(c)中硫化物球化,长条状硫化物明显减少,且分布较为均匀,同时硫化物平均面积也相对减小;图3 (g)、(h)、(i)中几乎无长条状硫化物,且分布较为均匀,硫化物尺寸增大;由此可得Te能有效球化303Cu中的硫化物夹杂,使其分布更加均匀。 图 3 铸坯中典型硫化物金相照片(a)(b)(c)原样;(d)(e)(f):低Te;(g)(h)(i)高TeFigure 3. (a) (b) (c) original sample; (d) (e) (f): low Te; (g) (h) (i): high Te
图 3 铸坯中典型硫化物金相照片(a)(b)(c)原样;(d)(e)(f):低Te;(g)(h)(i)高TeFigure 3. (a) (b) (c) original sample; (d) (e) (f): low Te; (g) (h) (i): high Te铸坯中硫化物经轧制过后发生变形,图4为三组试样沿轧制方向典型硫化物金相照片。图4 (a)中,硫化物为细长条状,最长可达到60 μm左右,同时还伴随着细小弥散的硫化物,硫化物长宽比较大;图4 (b)中,随着Te的加入,硫化物长宽比较小,同时细小弥散的硫化物数量也减少;图4 (c)中硫化物长宽比进一步减小,出现明显的纺锤状硫化物,且尺寸较大;由此可得:Te能有效抑制硫化物夹杂在轧制过程中的变形[12-14]。
 图 4 三组试样沿轧制方向典型硫化物金相组织形貌(a)原样;(b)低Te;(c)高TeFigure 4. (a) original sample; (b) low Te; (c) high Te
图 4 三组试样沿轧制方向典型硫化物金相组织形貌(a)原样;(b)低Te;(c)高TeFigure 4. (a) original sample; (b) low Te; (c) high Te为进一步分析Te对303Cu不锈钢中硫化物形貌的影响,分别对原样、低Te和高Te试样进行三维腐刻,利用扫描电镜观察硫化物的三维形貌,如图5所示。其中图5 (a)为303Cu原样,其硫化物为细长条状;图5 (b)和图5 (c)为Te改质后硫化物三维形貌,大多为纺锤状。
 图 5 不同Te含量下的硫化物三维形貌及能谱分析(a)原样; (b)低Te; (c)高TeFigure 5. (a) original sample; (b) low Te; (c) high Te
图 5 不同Te含量下的硫化物三维形貌及能谱分析(a)原样; (b)低Te; (c)高TeFigure 5. (a) original sample; (b) low Te; (c) high Te硫化物的平均大小(等效直径)、数量和长宽比是决定材料性能的重要因素,利用图像处理软件(Image Pro Plus)分别对铸坯和轧材的20张200倍视场进行硫化物定量分析,结果如表2所示。
表 2 铸坯中硫化物统计Table 2. Statistics of sulfide in casting billet试样 硫化物总个数/个 硫化物平均面积/$ \mathbf{\mu } $m2 硫化物平均等效直径/$ \mathbf{\mu } $m 平均长宽比 边部 1/4处 中心 边部 1/4处 中心 边部 1/4处 中心 边部 1/4处 中心 原样 12798 3493 5133 10.33 35.14 21.81 3.21 5.66 4.47 1.38 1.5 2.97 低Te 15169 4345 5456 8.97 26.54 20.91 2.98 4.83 4.37 1.44 1.47 1.58 高Te 8849 3376 4199 13.85 37.28 28.87 3.69 5.84 5.24 1.36 1.56 1.49 为了探索钢样中添加Te与原始样之间的钢基体与硫化物的硬度值,利用MH-5L自动台显微维氏硬度计对不同碲含量的样品进行硬度测试,由于硫化物尺寸相对较小,在对硫化物进行硬度检测时不可避免会打到基体,故对钢基体和硫化物的混合硬度以及钢基体硬度分别进行硬度测量,检测力为10 N,视场随机选取35个点,得到其平均维氏硬度值如表3所示,原样的基体和硫化物的混合平均硬度为1215 N/mm2,原样的基体硬度为1266 N/mm2,Te改质之后,各组试样基体硬度的变化波动不大,而硫化物和基体的混合硬度有所增加,其中1/4处试样硫化物和基体的混合硬度变化最大。即Te改质后提高了303Cu易切削不锈钢中的硫化物硬度,这也使得其在轧制过程不易发生形变,从而导致轧材中长宽比减小,断屑性能更好,这与上文所得结论相一致。
表 3 三组试样不同位置平均硬度Table 3. Average hardness of three groups of samples at different positionsN/mm2 试样组 基体硬度 硫化物和基体混合硬度 边部 1/4处 中心 边部 1/4处 中心 原样 1266 1222 1264 1215 1100 1190 低Te 1249 1250 1233 1291 1214 1235 高Te 1271 1210 1267 1288 1196 1247 2.2 Te对303Cu切削性能的影响
在机加工过程中,钢材的断屑性能及表面粗糙度是评判材料的切削加工性能的重要标志,切削过程中,断屑形貌可以直接反映工件机加工性能的优劣,一般认为C型屑机加工性能最好,而零件的耐磨性和疲劳强度等与零件表面粗糙度有很大的关系。当两个不同的零件需要组合在一起接触时,表面粗糙度越大将会导致重合度越低,实际接触面积越小,零件磨损程度越严重。零件表面粗糙度高往往会引起应力集中,并延展疲劳裂纹,造成零件疲劳损坏,因此减小表面粗糙度值,可以提高零件的疲劳强度[15-21]。
采用C61320机床分别对三组试样轧材:原样、低Te、高Te在不同的切削参数下(表4)进行切削试验,刀具为YT15钨钢,同时收集三种切削参数下的断屑进行拍照,如图6所示。
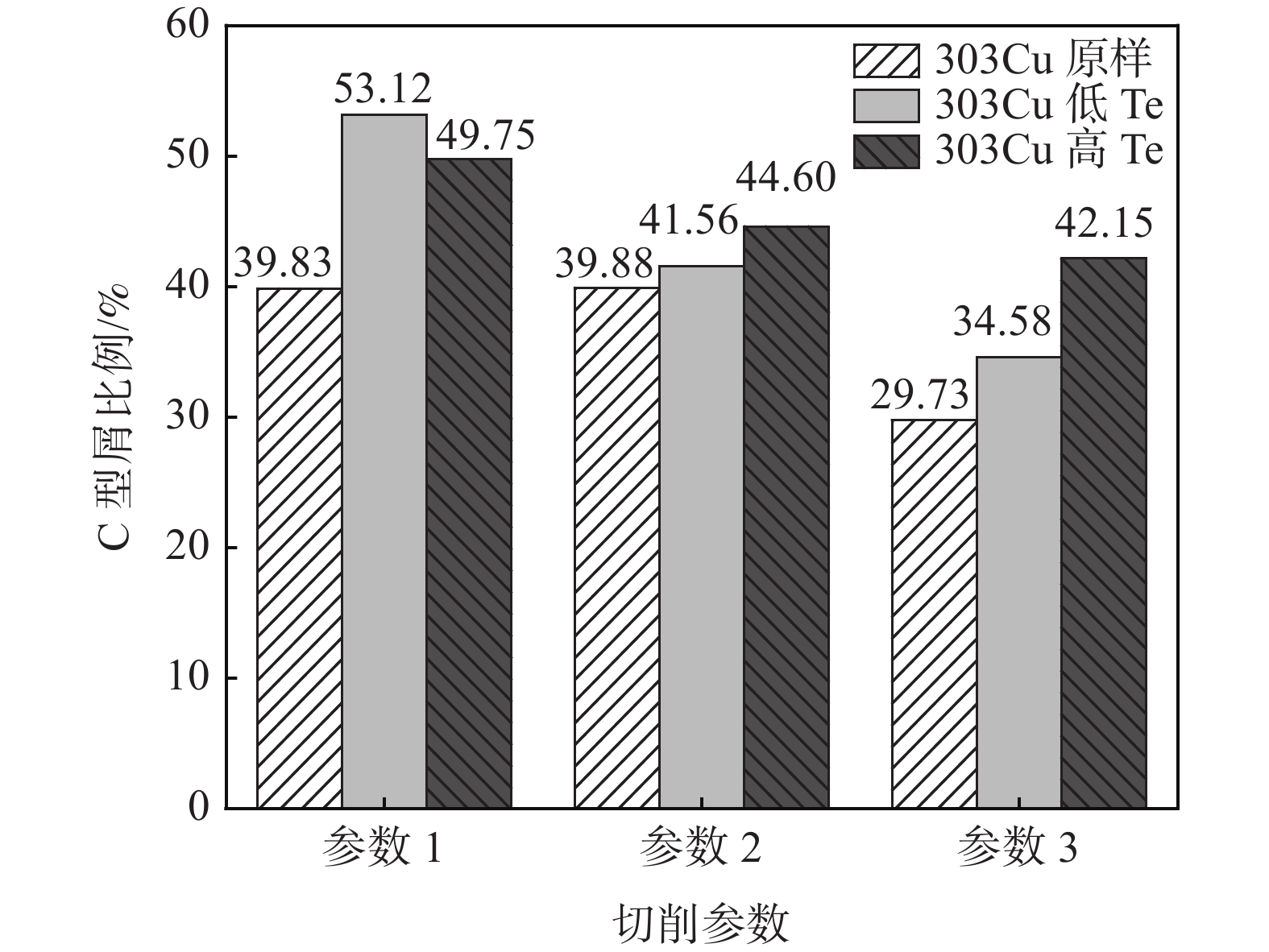
表 4 切削参数Table 4. Cutting parameters试验参数 进给量/(mm·r−1) 切削深度/mm 转速/(r·min−1) 参数1 0.1 0.50 180 参数2 0.1 0.50 360 参数3 0.1 0.50 560 对三组试样在三种不同参数下收集的断屑进行形貌统计,用质量占比来表示C型屑比例,以柱状图表示C型屑比例统计结果。如图7所示,可见在参数1下,303Cu原样切削后C型屑占比为39.83%,Te改质后C型屑占比均有所提高;在参数3下,303Cu原样C型屑占比为29.73%,而高Te试样C型屑占比提高了13%左右。即Te改质提高了303Cu易切削不锈钢的切削性能。
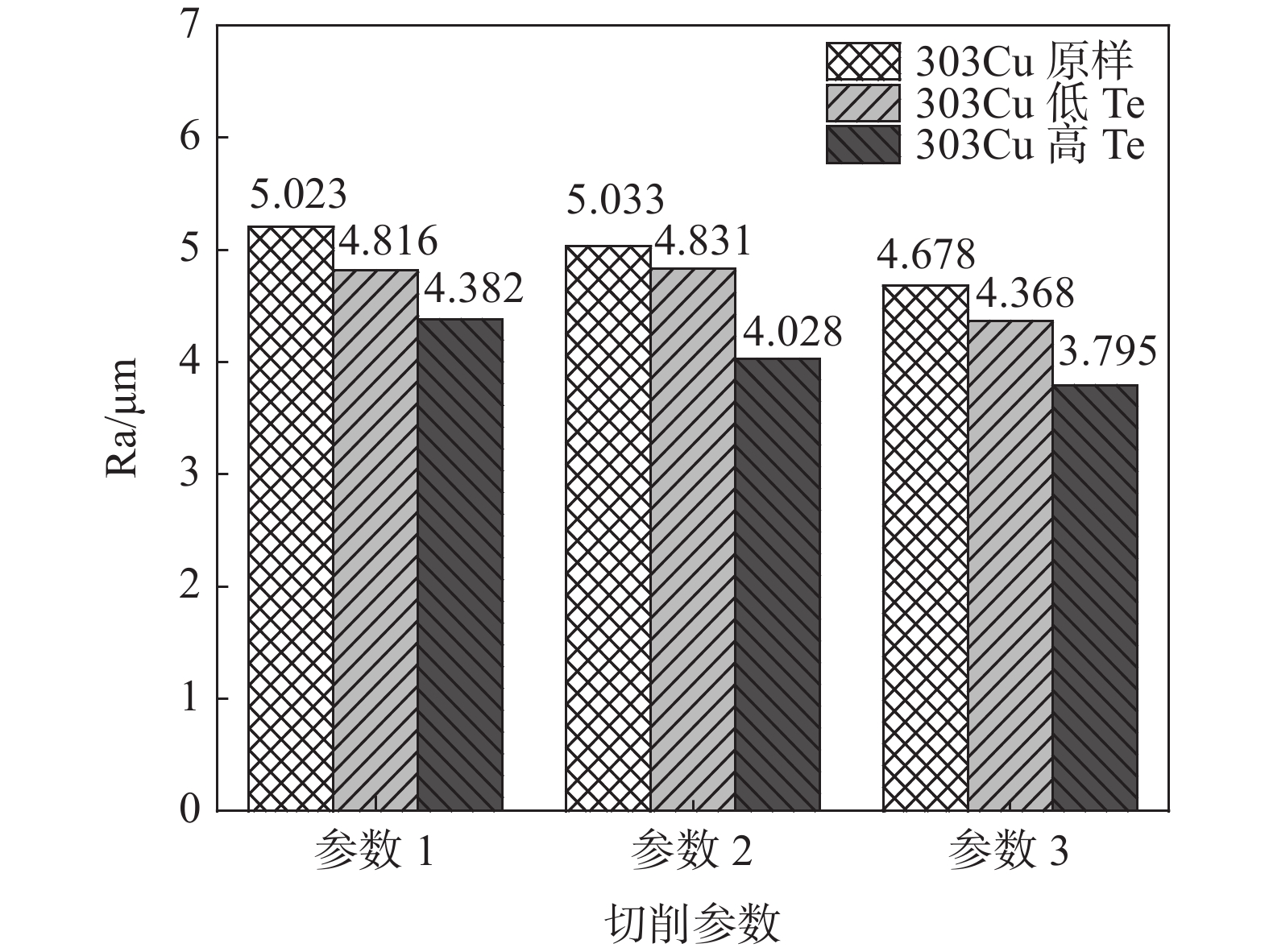
切削试验结束后,用表面粗糙度仪(Kosaka SM 1200)对加工后试样进行表面粗糙度检测。测量速度(M-speed)为0.5 mm/s,测量距离约为35 mm。结果如图8所示,对比三炉钢切削后试样表面粗糙度发现,在参数1下,原样的表面粗糙度为5.023
$ \text{μm} $ ,Te改质过后303Cu试样表面粗糙度均有所下降,其中低Te试样为4.816$ \text{μm} $ ,高Te试样为4.382$ \text{μm} $ ,转速越高,表面粗糙度越小。在三种转速下303Cu高Te表面粗糙度最低,原样表面粗糙度最高。即Te改质303Cu可有效降低试样表面粗糙度,提高试样的可加工性能。2.3 Te对303Cu耐蚀性能的影响
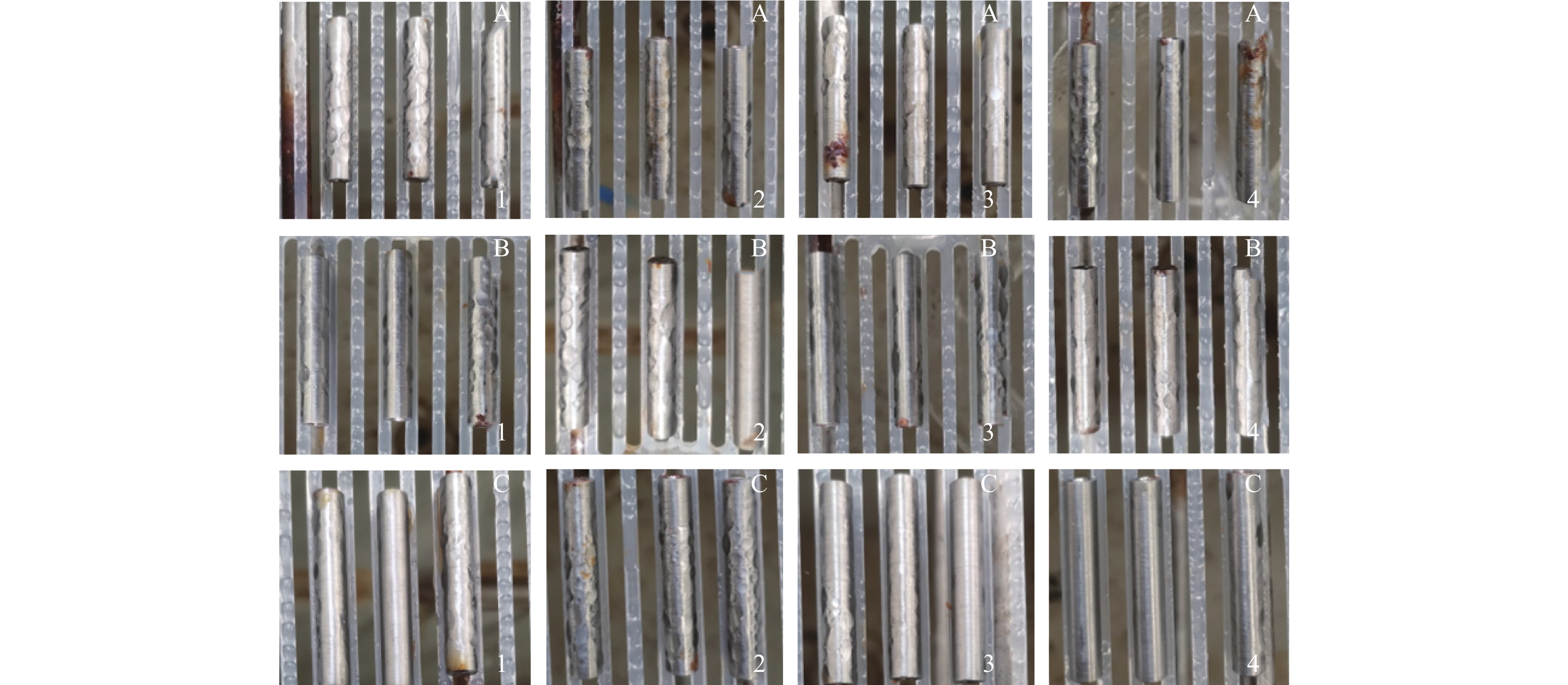
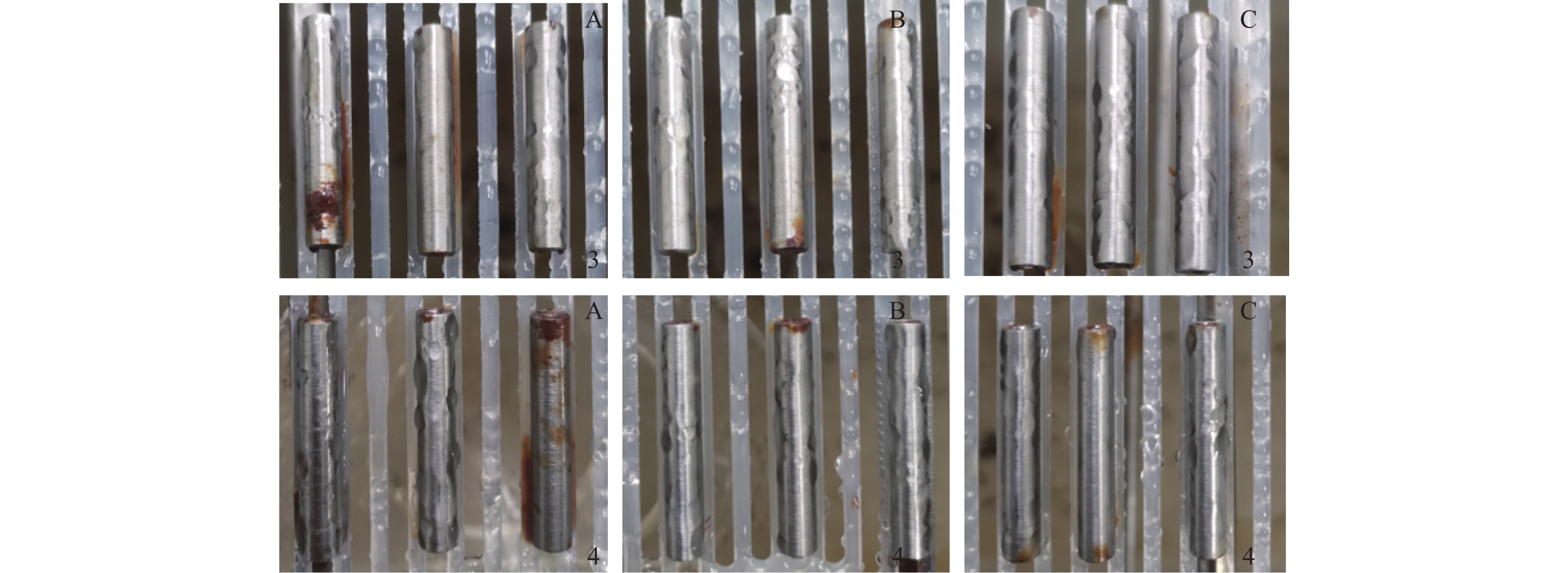
将原样、低Te和高Te试样分别编号为A、B、C,经中性盐雾试验腐蚀120、240 h后的外观形貌如图9和10所示。随着中性盐雾时间的增加,3组试样表面开始出现红色轻微局部腐蚀,试样表面出现腐蚀产物。A组试样(原样),红色锈点较多,B组试样(低Te)红色锈点较少,C组试样(高Te)红色锈点最少,且C组试样3号和4号未出现明显锈点。
通过对5个周期试样表面腐蚀面积进行目测,对303Cu不锈钢耐蚀性能进行定性评价。5个周期后试样腐蚀面积统计如表5所示。
表 5 120 h盐雾腐蚀后1~4号试样腐蚀面积统计Table 5. Corrosion area statistics of samples 1~4 after 120 h salt spray% 腐蚀面积占比 平均腐蚀面积占比 试样编号 1 2 3 4 A(原样) 3 6 9 11 7.25 B(低Te) 2 2 3 3 2.75 C(高Te) 3 2 0 0 1.25 从表5中可以看出原样4号试样的腐蚀面积最大,为11%,高Te中3、4号试样未出现明显腐蚀,平均腐蚀面积占比为原样>低Te>高Te。五个周期后,分别取出A、B、C中1号和2号试样,剩下A、B、C中3号和4号试样继续进行盐雾试验。
试样经过240 h盐雾腐蚀后,试样形貌如图10所示,A组(原样)试样相较于B组(低Te)和C组试样(高Te)腐蚀面积最大,红色锈点最多;B组试样(低Te)红色锈点少于A组试样;C组试样(高Te)红色锈点最少。
将A、B、C试样中3、4号试样盐雾腐蚀十个周期后取出,对试样表面腐蚀面积进行统计,统计结果如表6所示。由表6可得,240 h盐雾后原样平均腐蚀面积占比最大,为11.5%;低Te试样平均腐蚀面积次之,为4%;高Te试样平均腐蚀面积最小,为2%。即Te改质优化了303Cu不锈钢耐蚀性能。
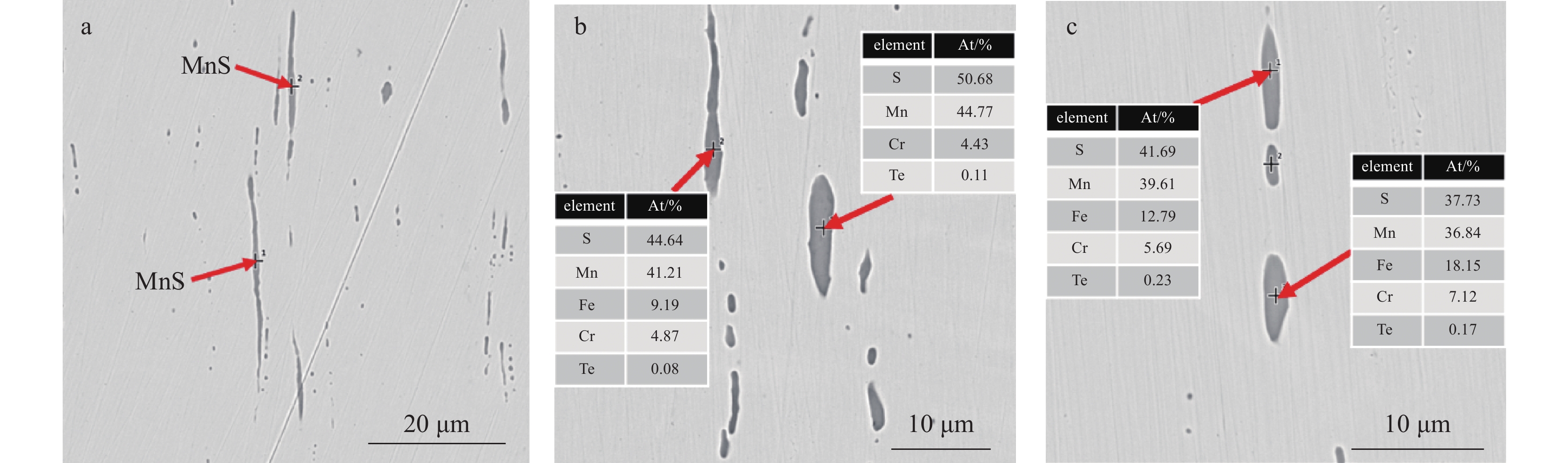
表 6 240 h盐雾腐蚀后3~4号试样腐蚀面积统计Table 6. Corrosion area statistics of sample 3~4 after salt spray for 240 h% 腐蚀面积占比 平均腐蚀面积占比 试样编号 3 4 A(原样) 11 12 11.5 B(低Te) 4 4 4 C(高Te) 2 2 2 MnS的形貌能显著影响点蚀的发展速度。其中,长条状的MnS夹杂对点蚀的扩展影响最大,这主要是因为长条状的MnS随基体变性成薄片状,硫化物之间的距离减小,在空间上保持一定的联系,周围基体溶解产生的凹坑会相互连接,形成隧道效应,使点蚀扩展速度大大增加[22]。而圆形或类球形MnS夹杂塑性差,容易变形成分散分布的夹杂,经腐蚀液侵蚀后成单个小孔,大大降低了点蚀的扩展。研究发现,硫化物形态、尺寸及分布与点蚀的萌生与扩展速率密切相关,一般而言,硫化物的宽度越小,则曲率半径越小,与基体接触部分会产生应力集中,越容易发生点蚀,而硫化物宽度是影响曲率半径的最主要因素[22-23]。
图11中原样硫化物为细长条状,低Te试样硫化物长宽比相较于原样明显减小,高Te试样硫化物为短棒状,结合表7可知,Te改质后,303Cu不锈钢中硫化物宽度增大,即曲率半径增大,使得硫化物与基体接触部分不易产生应力集中,从而改善303Cu的耐蚀性能。
 图 11 不同Te含量下的硫化物形貌及能谱分析(a)原样; (b)低Te; (c)高TeFigure 11. (a) original sample; (b) low Te; (c) high Te表 7 硫化物宽度统计Table 7. Sulfide width statistics
图 11 不同Te含量下的硫化物形貌及能谱分析(a)原样; (b)低Te; (c)高TeFigure 11. (a) original sample; (b) low Te; (c) high Te表 7 硫化物宽度统计Table 7. Sulfide width statisticsμm 试样编号 硫化物平均宽度 A 0.990 B 1.061 C 1.118 3. 结论
1)Te改质使钢中硫化物粗化并球化,有效抑制了硫化物在轧制过程中的形变,同时根据维氏硬度检测发现,Te添加对基体的硬度影响较小,提高了钢中硫化物的硬度,进一步抑制了硫化物在轧制过程中的形变。
2)Te改质后303Cu不锈钢断屑性能更好,在三组不同切削参数下C型屑占比较原样均有所提高,同时在3组参数下,低Te试样表面粗糙度比原样降低约0.2 μm,高Te试样表面粗糙度比原样平均下降0.9 μm。
3)Te改质增加了303Cu不锈钢中硫化物的曲率半径,使得硫化物与基体接触部分不易产生应力集中,从而提高了303Cu的耐蚀性能。
-

图 3 铸坯中典型硫化物金相照片
(a)(b)(c)原样;(d)(e)(f):低Te;(g)(h)(i)高Te
Figure 3. (a) (b) (c) original sample; (d) (e) (f): low Te; (g) (h) (i): high Te

图 4 三组试样沿轧制方向典型硫化物金相组织形貌
(a)原样;(b)低Te;(c)高Te
Figure 4. (a) original sample; (b) low Te; (c) high Te

图 5 不同Te含量下的硫化物三维形貌及能谱分析
(a)原样; (b)低Te; (c)高Te
Figure 5. (a) original sample; (b) low Te; (c) high Te

图 11 不同Te含量下的硫化物形貌及能谱分析
(a)原样; (b)低Te; (c)高Te
Figure 11. (a) original sample; (b) low Te; (c) high Te
表 1 试验钢的化学成分
Table 1. Chemical compositions of test steel
% 试样 C Si Mn P S Cr Ni Cu Mo N Te 原样 0.029 0.34 2.27 0.036 0.300 17.15 8.10 2.08 0.25 0.037 低Te 0.028 0.33 2.30 0.039 0.293 17.35 8.14 2.16 0.23 0.038 0.0030~0.0040 高Te 0.028 0.34 2.25 0.037 0.300 17.17 8.10 2.13 0.26 0.034 0.0060~0.0080  下载: 导出CSV
下载: 导出CSV
表 2 铸坯中硫化物统计
Table 2. Statistics of sulfide in casting billet
试样 硫化物总个数/个 硫化物平均面积/$ \mathbf{\mu } $m2 硫化物平均等效直径/$ \mathbf{\mu } $m 平均长宽比 边部 1/4处 中心 边部 1/4处 中心 边部 1/4处 中心 边部 1/4处 中心 原样 12798 3493 5133 10.33 35.14 21.81 3.21 5.66 4.47 1.38 1.5 2.97 低Te 15169 4345 5456 8.97 26.54 20.91 2.98 4.83 4.37 1.44 1.47 1.58 高Te 8849 3376 4199 13.85 37.28 28.87 3.69 5.84 5.24 1.36 1.56 1.49
下载: 导出CSV
表 3 三组试样不同位置平均硬度
Table 3. Average hardness of three groups of samples at different positions
N/mm2 试样组 基体硬度 硫化物和基体混合硬度 边部 1/4处 中心 边部 1/4处 中心 原样 1266 1222 1264 1215 1100 1190 低Te 1249 1250 1233 1291 1214 1235 高Te 1271 1210 1267 1288 1196 1247
下载: 导出CSV
表 4 切削参数
Table 4. Cutting parameters
试验参数 进给量/(mm·r−1) 切削深度/mm 转速/(r·min−1) 参数1 0.1 0.50 180 参数2 0.1 0.50 360 参数3 0.1 0.50 560
下载: 导出CSV
表 5 120 h盐雾腐蚀后1~4号试样腐蚀面积统计
Table 5. Corrosion area statistics of samples 1~4 after 120 h salt spray
% 腐蚀面积占比 平均腐蚀面积占比 试样编号 1 2 3 4 A(原样) 3 6 9 11 7.25 B(低Te) 2 2 3 3 2.75 C(高Te) 3 2 0 0 1.25
下载: 导出CSV
表 6 240 h盐雾腐蚀后3~4号试样腐蚀面积统计
Table 6. Corrosion area statistics of sample 3~4 after salt spray for 240 h
% 腐蚀面积占比 平均腐蚀面积占比 试样编号 3 4 A(原样) 11 12 11.5 B(低Te) 4 4 4 C(高Te) 2 2 2
下载: 导出CSV
-
[1] Yang Wen, Yang Xiaogang, Zhang Lifeng, et al. Review of Control of MnS Inclusions in Steel[J]. Steelmaking, 2013,29(6):71−78. (杨文, 杨小刚, 张立峰, 等. 钢中MnS夹杂物控制综述[J]. 炼钢, 2013,29(6):71−78. [2] Yu Zhe, Liu Chengjun, Min Yi, et al. Experimental Study on Inclusions Control of Resulfurized Free Cutting Steel[J]. Iron Steel Vanadium Titanium, 2017,38(3):140−144. (于哲, 刘承军, 闵义, 等. 含硫易切削钢夹杂物控制试验研究[J]. 钢铁钒钛, 2017,38(3):140−144. doi: 10.7513/j.issn.1004-7638.2017.03.025 [3] Effects of sulfur addition methods and Ca-Si treatment on the microstructure and properties of 30MnVS[J]. International Journal of Minerals Metallurgy and Materials, 2009, 16(6): 650−653. [4] Ma Baoguo, Feng Changmin. Production Practice of Stainless Steel Wire Rods 303Cu and 302HQ[J]. Baosteel Technology, 2006,(6):32−35. (马宝国, 冯倡敏. 不锈钢线材303Cu和302HQ的生产实践[J]. 宝钢技术, 2006,(6):32−35. doi: 10.3969/j.issn.1008-0716.2006.06.008 [5] Wang Shaobing. The Production Practice of Free-cutting 303Cu Stainless Steel Wire Rod[J]. Anhui Metallurgy, 2018,88(3):37−40. (王哨兵. 303Cu易切削不锈钢盘条生产实践[J]. 安徽冶金, 2018,88(3):37−40. [6] Li Jie, Zhu Qiangbin, Tian Qianren, et al. Modified Morphology of MnS Inclusions in Tellurium Treated 303Cu Stainless Steel[J]. Iron Steel Vanadium Titanium, 2020,41(6):135−141. (李杰, 朱强斌, 田钱仁, 等. 碲改质303Cu不锈钢中MnS夹杂物形态[J]. 钢铁钒钛, 2020,41(6):135−141. [7] Hao Yuan, Zhu Pingshun, Xu Jincheng, et al. Tellurium Bearing Inclusion in Cast Iron[J]. Modern Cast Iron, 1990,(2):6−10. (郝远, 朱平顺, 徐金城, 等. 铸铁中的碲夹杂物[J]. 现代铸铁, 1990,(2):6−10. [8] Zhang Shuo, Yang Shufeng, Li Jingshe, et al. Morphology of MnS inclusions in Y15 high sulfur free-cutting steel by tellurium treatment[J]. Iron and Steel, 2017,052(9):27−33,41. (张硕, 杨树峰, 李京社, 等. 碲处理控制Y15易切削钢中MnS夹杂物形貌[J]. 钢铁, 2017,052(9):27−33,41. [9] A Mahmutoviü, and M. Rimac . Modification of non-metallic inclusions by tellurium in austentic statenitic stainless steel[C]//. 19 h International Research/Expert Conference “Trends in the Development of Machinery and Associated Technology”. Barcelona, Spain: TMT, 2015. [10] Yaguchi H, Onodera N. The Effect of Tellurium on the Machinability of AISI 12L14+Te Steel[J]. Transactions of the Iron and Steel Institute of Japan, 2006,28(12):1051−1059. [11] Bai Xuxu, Yang Shufeng, Liu Wei, et al. Effect of tellurium treatment on modification of MnS inclusion in 20CrMnTi gear steel[J]. Iron & Steel, 2019,54(12):41−47. (白旭旭, 杨树峰, 刘威, 等. 碲处理对20CrMnTi齿轮钢中MnS夹杂物改性效果[J]. 钢铁, 2019,54(12):41−47. [12] Shen P, Zhou L, Yang Q, et al. Modification of MnS inclusion by tellurium in 38MnVS6 micro-alloyed steel[J]. Metallurgical Research and Technology, 2020,117,(6):615. doi: 10.1051/metal/2020066 [13] 王晓红, 谢兵, 冯仲渝. 国内外易切削钢的现状和研究进展[J], 特殊钢, 2005, 26(4): 26-28.Wang Xiaohong, Xie Bing, Feng Zhongyu. Present status and evelopment of research on free cutting steel at home and abroad[J]. Special Steel, 2005, 26(4): 26-28. [14] Wang Juan, Jia Guodoong. Study on mechanical properties and corrosion resistance of high performance austenitic stainless steel[J]. Metallurgical Standardization & Quality, 2019,(3):16−18). (王娟, 贾国栋. 高性能奥氏体不锈钢力学性能及耐蚀性能研究[J]. 冶金标准化与质量, 2019,(3):16−18). [15] Qin Chunjie, Xia mingzhe, Tu Liqun. Study on the effect of inclusion on properties of frec-cutting steel[J]. Journal of Zhejiang University of Technology, 2015,43(4):412−415. (秦春节, 夏明哲, 屠立群. 夹杂物对易切削钢性能的影响机理研究[J]. 浙江工业大学学报, 2015,43(4):412−415. [16] Jiang Guanghui, Gu Longjian, Shi Zhe, et al. General situation and trend for free-cutting steel[J]. Sichuan Metallurgy, 2006,28(5):10−14. (蒋光辉, 古隆建, 施哲, 等. 易切削钢现状与发展趋势[J]. 四川冶金, 2006,28(5):10−14. [17] Wu Di, Li Zhuang. Study of free cutting austenitic stainless steel containing sulfur, rare earths and bismuth[J]. Iron & Steel, 2011,46(8):78−82. (吴迪, 李壮. 含硫、稀土、铋等合金元素的易切削奥氏体不锈钢研究[J]. 钢铁, 2011,46(8):78−82. [18] Mahmutovi A, Nagode A, Rim Ac M, et al. Modification of the inclusions in austenitic stainless steel by adding tellurium and zirconium[J]. Materiali in Tehnologije, 2017,51(3):523−528. doi: 10.17222/mit.2015.297 [19] Mujagi D , Hadali M , Imamovi A , et al. Influence of boron, zirconium and tellurium on the mechanical properties of austenitic stainless steel. 2021. Stainless Steel[C]// .12th scientific/Research Symposium with International Participation “Metallic And Nonmetallic Materials”,B&H ,2021. [20] Wu Liangping, Sun Han, Xie Jianbo, et al. Analysis on split-head cracking of Y1Cr13 stainless rolled bar[J]. Iron Steel Vanadium Titanium, 2021,42(1):176−183. (吴良平, 孙晗, 谢剑波, 等. Y1Cr13不锈钢轧材劈头开裂原因分析[J]. 钢铁钒钛, 2021,42(1):176−183. [21] Zhang Panpan, Wang Dong, Shen Ping, et al. Effect of tellurium on the sulfide and machinability of free cutting steel[J]. Steelmaking, 2021,37(3):66−73. (张盼盼, 王冬, 沈平, 等. 碲对易切削钢硫化物及切削性能的影响[J]. 炼钢, 2021,37(3):66−73. [22] Su Yixiang, Bao Yangdong, Liao Naifei, et al. Corrosion behavior of Te-Ni-Cr alloy in 3.5% NaCl solution[J]. Journal of Chinese Society for Corrosion and Protection, 2011,31(6):462−466. (苏义祥, 鲍艳东, 廖乃飞, 等. Te-Ni-Cr合金在3.5%NaCl溶液中的腐蚀行为研究[J]. 中国腐蚀与防护学报, 2011,31(6):462−466. [23] Liu Xiaotong, Wu Huibin, Liu Xinghai, et al. Effects of Mo on corrosion performance of E36 Steel for COT bottom plate[J]. Hot Working Technology, 2014,(2):1−4. (刘晓童, 武会宾, 刘星海, 等. Mo对货油舱下底板用E36级船板钢耐腐蚀性能的影响[J]. 热加工工艺, 2014,(2):1−4. -

 下载:
下载:













 点击查看大图
点击查看大图

计量
- 文章访问数: 293
- HTML全文浏览量: 155
- PDF下载量: 17
- 被引次数: 0

