

Research on microstructure and properties of TC4 titanium alloy MIG welded joints after heat treatment
-
摘要: 对TC4钛合金MIG焊焊接接头进行焊后热处理,采用盲孔法、拉伸、冲击、金相、扫描等方法对接头进行试验与分析,研究不同热处理工艺对残余应力、组织和力学性能的影响。结果表明:焊接接头经焊后热处理,横向残余应力和纵向残余应力平均值最大降为74.2 MPa和70.1 MPa;未热处理接头母材区为α+β片层组织,焊缝区为α'针状马氏体组织,热影响区为α和α'混合组织。热处理后,随着热处理温度和时间的增加,焊缝组织中的针状α'马氏体粗化,晶粒尺寸增加;未热处理接头焊后拉伸断裂位置为母材处,接头强度高于母材。在650 ℃+2 h的热处理工艺下,接头延伸率较未热处理状态提高,断裂方式为韧性断裂,保温时间延长至3 h,晶粒粗大、延伸率降低。接头室温冲击功焊后状态能够达到母材的95%,经焊后热处理后接头得到软化,室温冲击功相比焊后状态有所下降。Abstract: Post heat treatment processes had been carried out on TC4 titanium alloy MIG welded joints. The effects of different heat treatment processes on residual stress, microstructure and mechanical properties on resulting TC4 titanium alloy MIG welded joints had been investigated through the blind-hole method, mechanical test and microstructure observation. The results show that average transverse residual stress and longitudinal residual stress of the welded joint after post heat treatment are reduced down to 74.2 MPa and 70.1 MPa, respectively. The base material is α+β lamellar structure, and the weld joint is α' needle shape martensite structure, the heat-affected zone is a mixed structure of α and α'. After heat treatment, with increasing heat treatment temperature and prolonging time, the acicular α' martensite in the weld structure becomes coarser, and grain size increases. For unheated-treatment joint, tensile fracture position locates at base metal, indicating higher joint strength compared with the base material. When the weld joint is subjected to a heat treatment process of 650 ℃+2 h, the elongation of the joint is higher than that in the unheated state, and the fracture mode is a ductile fracture. When the holding time is extended to 3 h, the grain becomes coarse, and the elongation decreases. The impact energy of the welding joint after post heat treatment at room temperature can reach 95% of that of base metal. The post-weld heat treatment can soften the welding joint, resulting in lower room temperature impact energy than the as-welding joint.
-
Key words:
- TC4 titanium alloy /
- MIG welding /
- post-weld heat treatment /
- mechanical properties /
- microstructure
-
0. 引言
TC4钛合金是α+β两相型钛合金[1],具有比强度高、抗腐蚀性好、焊接性好等优点,在众多领域广泛应用[2-5]。该合金弹性模量较低,在焊接时受焊接热源影响内应力聚集难以释放,易产生较大变形,中厚板应力集中尤为明显[6-8]。焊接层数和道数增加,接头焊接残余应力随之增加,严重影响钛合金的使用性能,因此中厚板在焊后如何消除接头残余应力成为研究热点。
已有研究[9]表明,MIG焊通过对焊接电流、焊接速度、送丝速度等参数匹配,可实现钛合金高质量、高效率焊接。但由于液态钛合金的表面张力大、密度小,中厚板焊接时熔池较难润湿铺展,高温区停留时间长,导热系数低,在冷却时焊接所产生的应力得不到释放,从而聚集在焊缝部位[10-12]。接头残余应力会降低接头的性能、易产生冷裂纹、严重影响接头的使用寿命[13-14]。黄定辉等人[15]采用变温定时的退火工艺,研究了退火温度对TA15钛合金锻件组织和性能的影响。回丽等人[16]采用双重退火和一次退火工艺研究了两种工艺对 TC4 钛合金激光双束焊接接头疲劳性能的影响。张尧武等人[17]在不同温度和时间下对 TC18 钛合金进行真空去应力退火处理,研究 TC18 钛合金真空去应力退火前后残余应力的变化。但目前对于 TC4钛合金MIG焊及焊后热处理的组织与性能相关研究仍十分有限,因此需要对焊后热处理消除残余应力及热处理后的组织与性能展开深入研究。
笔者选用不同的热处理工艺对TC4钛合金焊接接头进行焊后热处理试验,研究焊后热处理工艺对焊接残余应力的消除作用、对接头显微组织和力学性能的影响,期望TC4钛合金在各领域中扩大应用范围。
1. 试验材料与方法
试验所用TC4钛合金试板来源于西部钛业有限责任公司,母材规格:300 mm×150 mm×15 mm,坡口形状为双V形,钝边1 mm,坡口角度70°。填充材料为直径1.2 mm的TC4焊丝。采用纯度为99.999%的氩气进行保护,气流量30 L/min。采用背部垫板及托罩对熔池进行保护。焊机型号为Fronius TPS-4000。焊接工艺参数见表1。
表 1 TC4钛合金MIG焊焊接工艺参数Table 1. Welding process parameters of TC4 titanium alloy MIG welding焊接层次 焊接电流/A 焊接速度/
(m·min−1)弧长修正/% 脉冲修正/% 摆动/
(Hz·mm)干伸长
/mm打底层 150 0.4 30 0 3×1 22 填充层 150 0.25 30 0 3×7 22 焊后对接头表面进行观察,无气孔、裂纹等缺陷的情况下,通过XYD-225型X射线检测仪检测焊缝内部质量,通过VOG-557.0真空热处理炉进行热处理(退火),真空度:10−2 Pa,冷却方式为炉冷,100 ℃以下出炉。在低于TC4钛合金相变点的温度范围内分别采用550 ℃+3 h、650 ℃+2 h、650 ℃+3 h的热处理工艺进行真空去应力退火,热处理工艺参数见表2。采用JM3818 A无线静态应变仪测量接头部位残余应力。通过E45.105电子万能试验机测量力学性能、ZEISS Axio observer金相显微镜观察接头显微组织、ZBC2302-C摆锤冲击试验机测试接头冲击功和QUANTA FEG250扫描电镜观察断口形貌。
表 2 真空热处理工艺参数Table 2. Process parameters of vacuum heat treatment工艺编号 加热温度T/℃ 保温时间t/h 冷却方式 1# 未热处理 2# 550 3 炉冷 3# 650 2 炉冷 4# 650 3 炉冷 2. 结果与分析
2.1 焊后热处理对接头焊后残余应力的影响
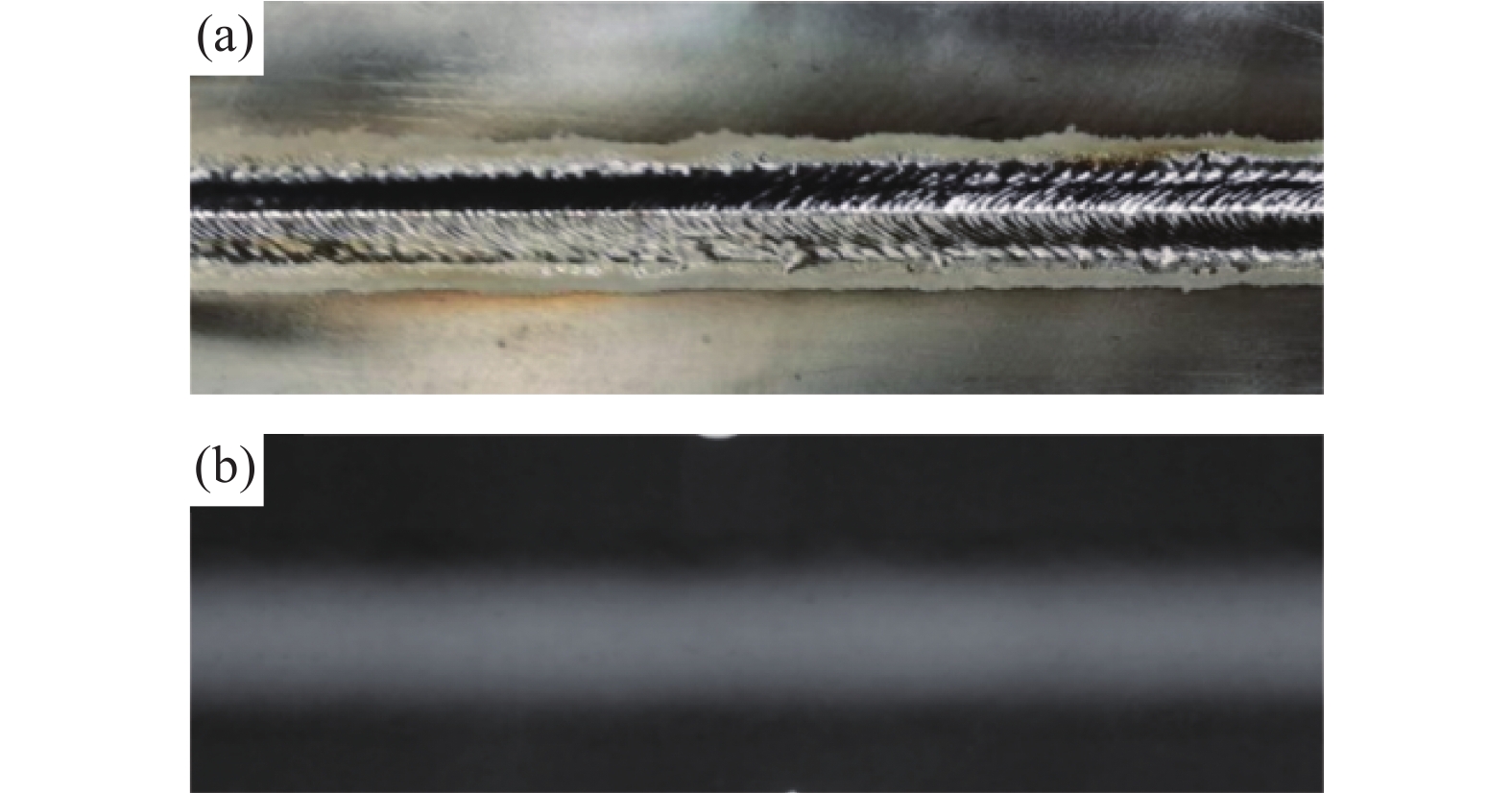
焊后接头区域表面无明显缺陷,通过X射线检测检验焊缝内部质量,焊缝评级均为Ⅰ级,典型接头区域及X射线图像如图1所示。将接头粘贴应变片区域打磨平整,用酒精擦拭保证粘贴位置无油污,将少量粘贴剂涂抹于应变片背面,静置一段时间使应变片与板材完全干燥凝固。将应变片导线与应变仪连接,检查是否有短路等现象,通过金属垫片调节钻头加持位置,确定孔深为2 mm,用钻孔机对应变片十字线中心打孔。通过应变仪自动采集记录功能对小孔周围应变值进行测量。
通过电阻应变片来测量小孔周围区域的应变值,对接头损伤小、孔径小,测量精确。钻孔时接头残余应力平衡受到破坏,小孔附近的残余应力产生变化,应变仪可测出小孔附近的应变值,根据公式(1)~(5)可以推算出钻孔前接头的残余应力值。
$$ {p}=\frac{{\mathrm{\varepsilon }}_{3}+{\mathrm{\varepsilon }}_{1}}{2} $$ (1) $$ {q}=\frac{{\mathrm{\varepsilon }}_{3}-{\mathrm{\varepsilon }}_{1}}{2} $$ (2) $$ \mathrm{\tau }=\frac{{\mathrm{\varepsilon }}_{3}+{\mathrm{\varepsilon }}_{1}-2{\mathrm{\varepsilon }}_{2}}{2} $$ (3) $$ {P}=-\frac{{E}{p}}{\bar{{a}}\left(1+{v}\right)}=\frac{{{\sigma }}_{{y}}+{{\sigma }}_{{x}}}{2} $$ (4) $$ {Q=}-\frac{{E}{q}}{\bar{{b}}}=\frac{{{\sigma }}_{{y}}-{{\sigma }}_{{x}}}{2} $$ (5) 式中, ε1、ε2、ε3分别为0°、45°、90°方向上的应变值;E为弹性模量;v为泊松比;
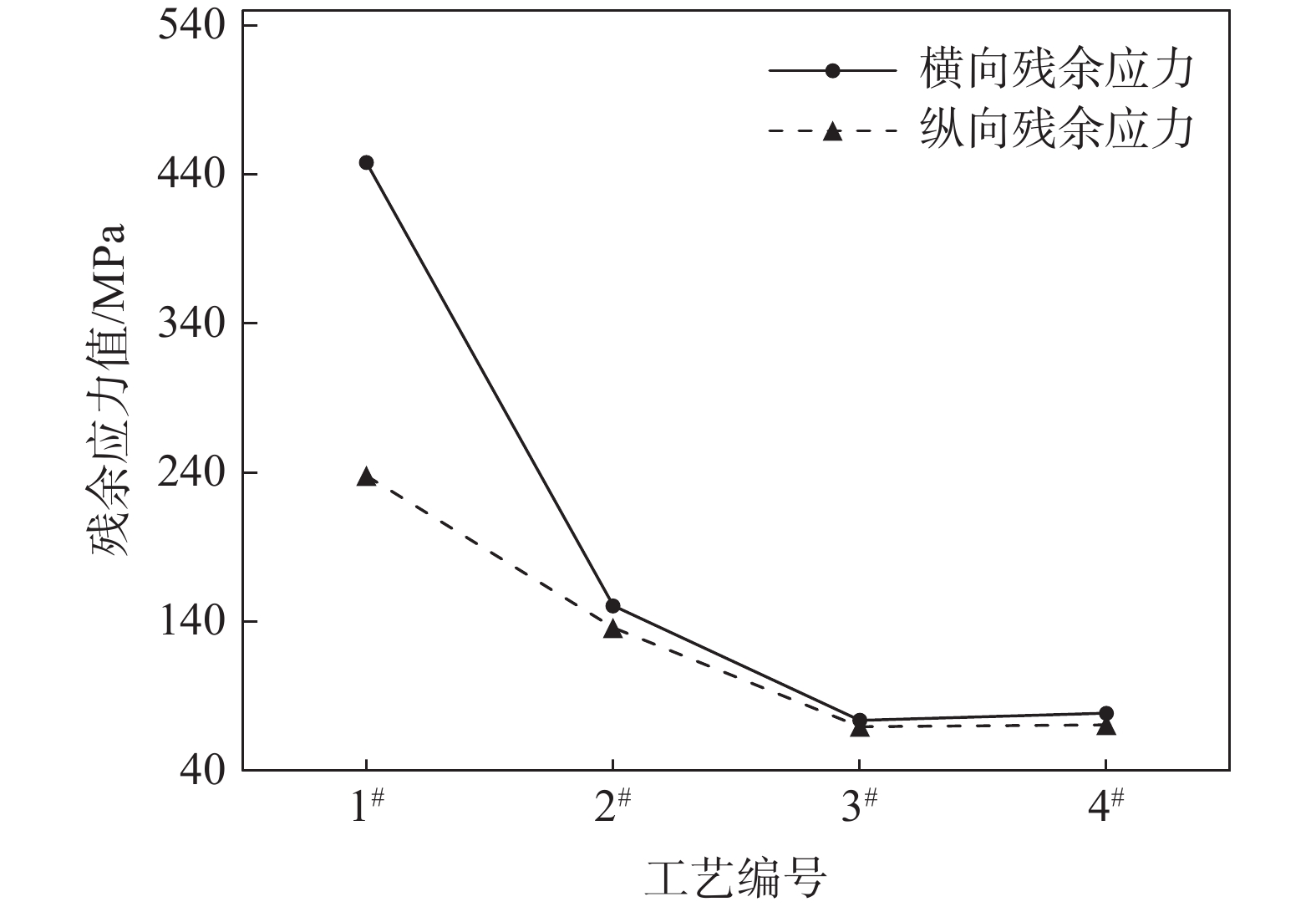
$\bar a $ 、$\bar b $ 为应变花系数;σx为横向残余应力、σy为纵向残余应力。图2为接头不同热处理工艺下横向残余应力σx、纵向残余应力σy的平均值。可以看出,接头焊后残余应力较大,横向残余应力σx平均值为448.3 MPa,纵向残余应力σy平均值为238.2 MPa。熔池凝固时温度梯度大,熔池心部温度较高,在冷却过程中距离熔池中心较远的区域优先开始结晶,冷却后由于周围金属凝固制约导致焊缝及热影响区的残余应力为拉应力。
 图 2 不同焊后热处理工艺下残余应力值Figure 2. Residual stress values of samples under different post-weld heat treatment processes
图 2 不同焊后热处理工艺下残余应力值Figure 2. Residual stress values of samples under different post-weld heat treatment processes焊接接头经真空退火热处理后接头残余应力显著下降,对比三种热处理工艺与未热处理状态下的残余应力平均值比较可以得出,经过热处理后,残余应力得到释放,转化为量级较小的残余应力。650 ℃+2 h热处理工艺下,σx平均值从448.3 MPa 减小为74.2 MPa,降幅约83%;σy平均值从238.2 MPa 减小为70.1 MPa,降幅约71%,真空退火处理对应力消除效果显著。
2.2 焊后热处理对接头显微组织的影响
图3为TC4钛合金MIG焊焊接接头的显微组织。接头母材为片层组织,完全由β转变组织构成,等轴α相的含量为零,其特征是原始β晶粒完整,β晶粒中的α相以片层状为主,整齐平直排列,并存在集束,如图3(b)所示。焊缝区组织如图3(c)所示,焊缝区组织为α'马氏体。钛合金熔点高、导热性差,在焊接热循环影响下,焊缝中心在高温区域停留时间长、热作用明显。在热源移动后的冷却过程中,填充金属冷却凝固较快,高温β相非完全转变,发生马氏体相变产生α马氏体相,β相做近程迁移运动,运动过程中原子具有规律性整体发生移动。在冷却过程中温度进一步降低,熔合区附近未完全熔化的母材基体处初生α'相晶粒开始首先形核,在热循环的影响下,向焊缝中心逐渐长大。完全长大的α'马氏体组织相互交错分布,形成形态为网篮状的组织结构。相互垂直交织的针状α'马氏体具有不同长大方向,部分长大速度较快的针状α'马氏体贯穿整个晶粒区域。
 图 3 TC4钛合金MIG焊焊接接头显微组织(a)焊接接头;(b)母材区;(c)焊缝区;(d)热影响区Figure 3. Microstructure of TC4 titanium alloy MIG welded joint
图 3 TC4钛合金MIG焊焊接接头显微组织(a)焊接接头;(b)母材区;(c)焊缝区;(d)热影响区Figure 3. Microstructure of TC4 titanium alloy MIG welded joint热影响区受焊接热循环的作用相比于焊缝区域降低,温度较低,但随着热源移动冷却速度更大。热影响区靠近焊缝的区域受热源影响明显,高温区域停留时间较长,α相可以完全转变为高温β相,冷却开始后β相开始向α'相转变,形成马氏体组织;热影响区远离焊缝的区域受热源影响较小,在热循环过程中,加热温度不足以使α相完全转化为高温β相,冷却开始后β相向α'相的转变不彻底,最终形成α相和α'相交织在一起后交错分布的混合组织,如图3(d)所示。
图4为TC4钛合金MIG焊不同热处理工艺接头的显微组织。可以看出,在焊后状态下焊缝区晶粒尺寸较为粗大,原因为钛合金熔点高、导热性差,使熔池温度较高、相变点高温停留时间较长,接头过热导致晶粒粗大生长,晶粒内部由生长方向不同、相互垂直的针状α'马氏体相构成。热影响区在相转变过程中生成细小的针状α'马氏体相;距离焊缝较远的热影响区受热源作用小,α相未完全发生转变,小部分α相转变为β相,最终形成残留α相和针状α'马氏体相的混合组织。
 图 4 不同焊后热处理工艺下接头焊缝区的微观组织Figure 4. The microstructure of the joint weld zone under different post-weld heat treatment processes
图 4 不同焊后热处理工艺下接头焊缝区的微观组织Figure 4. The microstructure of the joint weld zone under different post-weld heat treatment processes经热处理后,焊缝组织为单一且粗大的针状α'马氏体,因为在退火过程中已生成的初生α相边界继续析出α'相,冷却速度较慢,析出的α相在保温过程中发生粗化,最终形成单一粗大的α'相组织,晶粒尺寸较未热处理状态略有增加。随着加热温度保温时间的延长,晶界周围析出α'相增加,向晶内生长。在650 ℃+2 h的热处理条件下,针状α'马氏体均匀排布,原始β晶界逐渐变模糊,晶粒向等轴晶过渡,快速冷却转变的α'针状马氏体未产生明显粗化。
2.3 焊后热处理对接头力学性能的影响
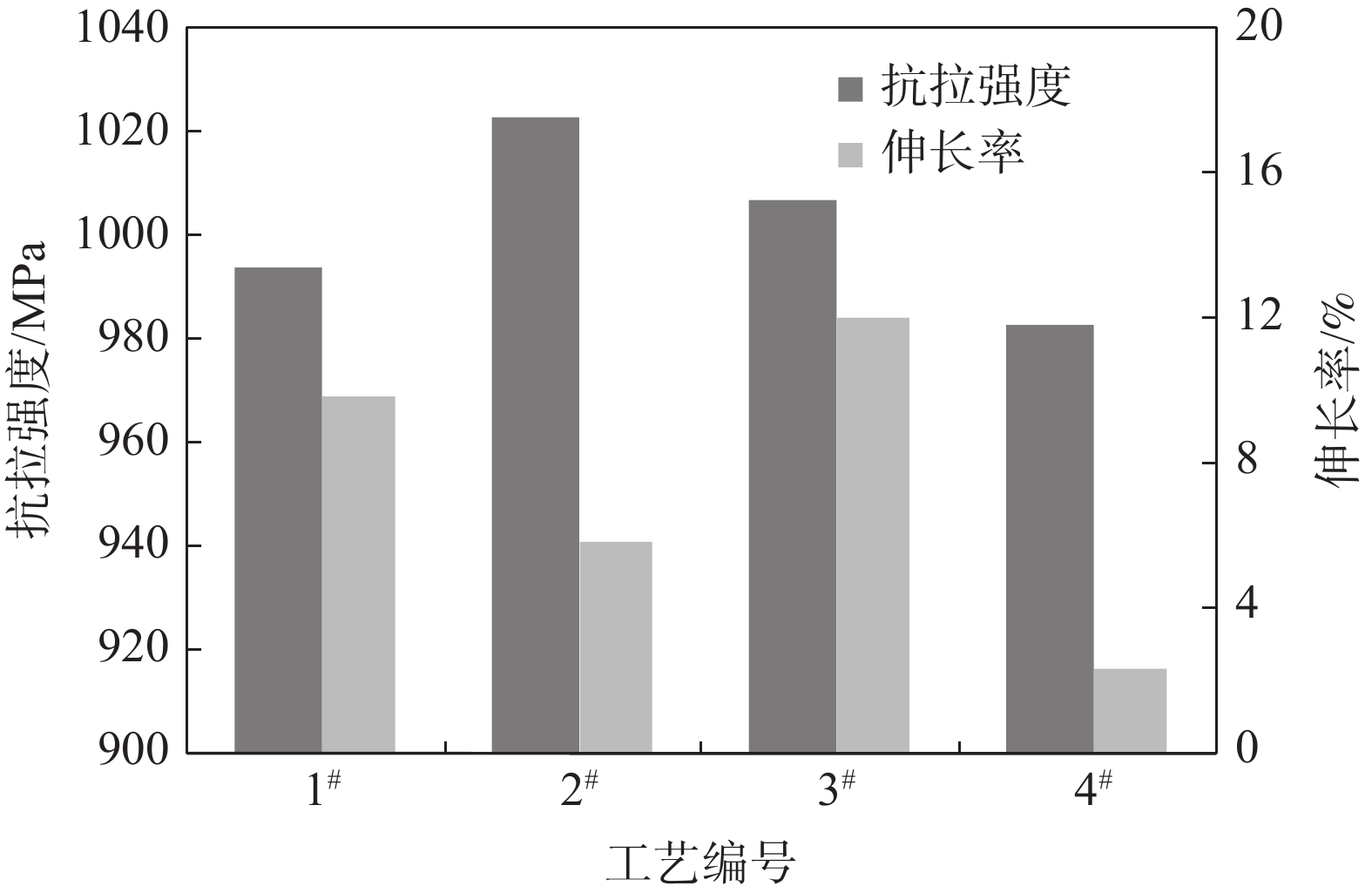
TC4焊接试板母材抗拉强度为982.33 MPa,伸长率为14%。图5为不同焊后热处理工艺下各接头(1#、2#、3#、4#)的拉伸性能对比结果。可以看出,在焊后状态下抗拉强度为993.67 MPa,伸长率为10%,相比于母材抗拉强度提高,延伸率降低。在550 ℃+3 h的退火条件下,抗拉强度为1022.67 MPa,伸长率为6%。分析认为真空退火处理后的粗大针状α'马氏体组织强度较高。在650 ℃+2 h的条件下,抗拉强度随着退火温度的升高略有下降,为1006.67 MPa,伸长率升至焊后最大,平均达到12%,对比焊后状态和其他热处理条件下的应力水平,可以得出焊后热处理工艺消除内应力作用明显,焊缝拉伸强度因马氏体组织交错分布得到提高。继续增加热处理时间,在650 ℃+3 h的条件下,抗拉强度和伸长率降低,断裂位置发生在焊缝区域。热处理温度和时间增大所得的接头拉伸性能下降,主要与该热处理条件下保温时间过长导致晶粒发生粗化有关。
 图 5 不同热处理工艺下各接头拉伸性能Figure 5. Tensile properties of individual joint under different heat treatment processes
图 5 不同热处理工艺下各接头拉伸性能Figure 5. Tensile properties of individual joint under different heat treatment processesTC4钛合金MIG焊接头的拉伸断口形貌如图6所示,断裂方式为韧性断裂。从图6可以看出,拉伸断口处具有缩颈现象,从局部形貌可以观察到韧性断裂特征。拉伸断口处韧窝在拉力作用下产生细小的空洞,在持续受力作用下,空洞发生长大现象,不断延径向方向延伸,与周围其他空洞逐步聚集形成微观尺寸较大的微裂纹,当外力进一步加大,微裂纹扩展速度加快,最终发生断裂。从图6(d)中可看出断口处韧窝较深,焊缝组织延展性较好,对裂纹扩展阻力越大。
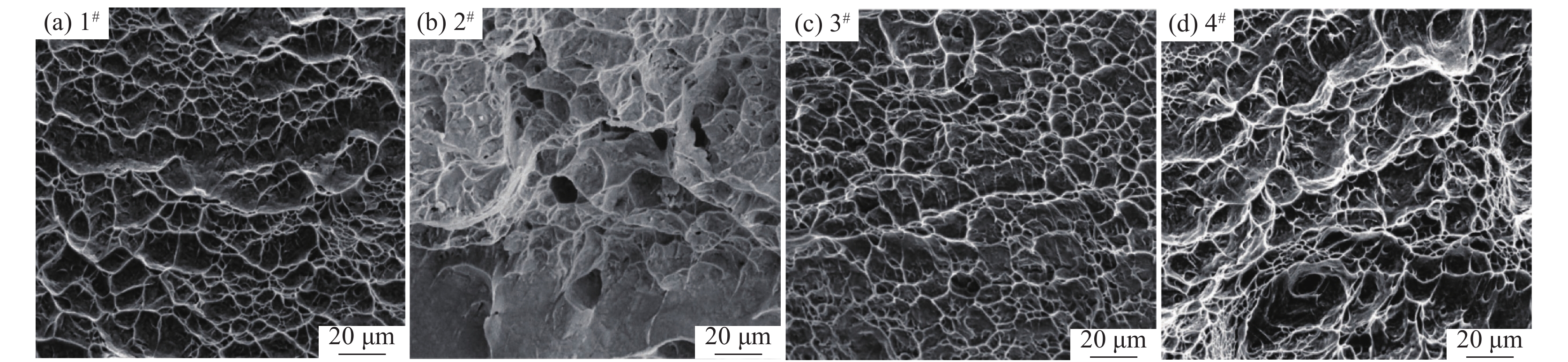
图7为各接头在不同焊后热处理条件下的拉伸断口形貌。各接头拉伸断口存在韧窝,断裂方式为韧性断裂,图中可看出不同的焊后热处理工艺下断口均存在明显撕裂棱,为典型韧性断裂模式。在外力及焊接内应力作用下,空穴产生并聚集,形成微裂纹后随着继续受力最终发生脆性断裂。从图7可看出3#接头断裂韧窝较多,表明经650 ℃+2 h真空退火的焊缝的延展性较好,对裂纹的扩展阻力大,与拉伸性能中伸长率达到热处理条件下的最大值的结果一致。
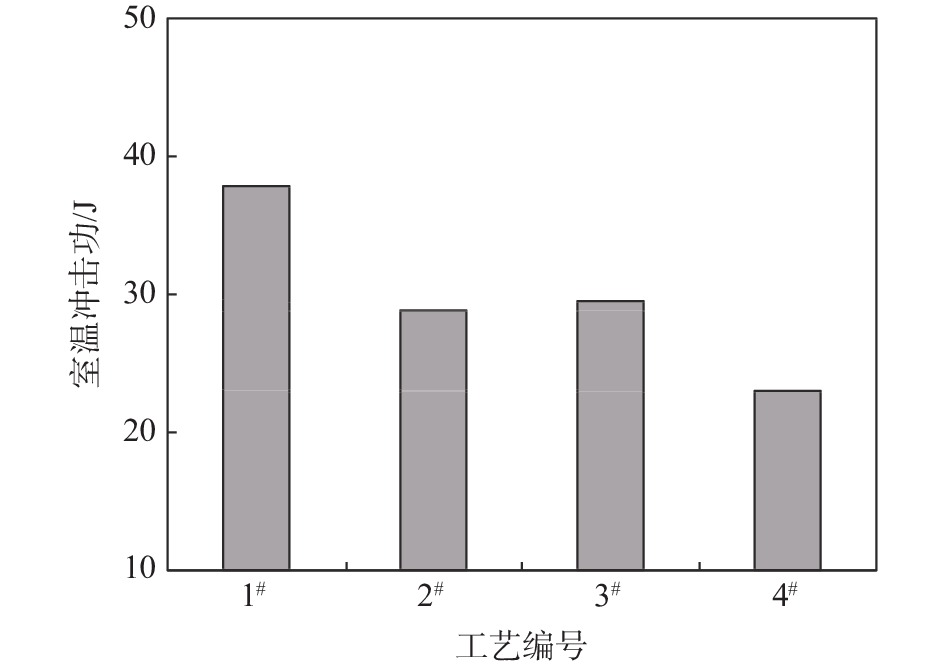
图8为TC4钛合金MIG焊不同热处理条件下接头的室温冲击功的试验结果。TC4焊接试板母材室温冲击功为40 J。焊后未热处理状态下室温冲击功为37.83 J,可以达到母材的95%,经热处理后,三种接头的室温冲击功均有下降但相差不大,在650 ℃+2 h条件下室温冲击功相对下降较少为29.50 J,达到母材室温冲击功的74%,主要与退火处理后内应力降低、组织均匀化有关。
 图 6 MIG焊接头断口形貌(a)整体;(b)局部;(c)放大;(d)韧窝Figure 6. Fracture appearance of MIG welded joint
图 6 MIG焊接头断口形貌(a)整体;(b)局部;(c)放大;(d)韧窝Figure 6. Fracture appearance of MIG welded joint 图 7 不同焊后热处理条件下的拉伸断口形貌Figure 7. Tensile fracture morphology of samples under different post-weld heat treatment conditions
图 7 不同焊后热处理条件下的拉伸断口形貌Figure 7. Tensile fracture morphology of samples under different post-weld heat treatment conditions 图 8 不同焊后热处理工艺下接头的室温冲击功Figure 8. Room temperature impact energy of joints under different post-weld heat treatment processes
图 8 不同焊后热处理工艺下接头的室温冲击功Figure 8. Room temperature impact energy of joints under different post-weld heat treatment processes3. 结论
1)TC4焊接接头经焊后热处理后接头焊缝区的残余应力显著下降,转化为量级较小的残余应力。在650 ℃+2 h的最佳热处理工艺下,横向残余应力由448 MPa降为70.1 MPa;纵向残余应力由238 MPa降为74.2 MPa,消除效果显著。
2)接头母材区为α+β双相钛合金组织,焊缝区为长宽比较大的α'针状马氏体组织,热影响区为α和α'组成的混合组织;在650 ℃+2 h的热处理工艺下,焊缝组织为单一且粗大的针状α'马氏体。随着加热温度保温时间的延长,晶界周围析出α'相增加,向晶内生长。
3)未热处理状态下接头拉伸强度达到993.67 MPa,延伸率达到10%。在650 ℃+2 h的热处理工艺下,拉伸性能提高为1006.67 MPa,延伸率提高为11.8%。断裂方式为韧性断裂。接头焊后未热处理状态室温冲击吸收功为37.83 J,达到母材的95%。热处理后,室温冲击功相比未热处理状态有所下降,最高为29.5 J。
4)结合TC4 钛合金残余应力测试及组织和性能分析,认为最佳热处理工艺为650 ℃+2 h。
-

图 2 不同焊后热处理工艺下残余应力值
Figure 2. Residual stress values of samples under different post-weld heat treatment processes

图 3 TC4钛合金MIG焊焊接接头显微组织
(a)焊接接头;(b)母材区;(c)焊缝区;(d)热影响区
Figure 3. Microstructure of TC4 titanium alloy MIG welded joint

图 4 不同焊后热处理工艺下接头焊缝区的微观组织
Figure 4. The microstructure of the joint weld zone under different post-weld heat treatment processes

图 5 不同热处理工艺下各接头拉伸性能
Figure 5. Tensile properties of individual joint under different heat treatment processes

图 6 MIG焊接头断口形貌
(a)整体;(b)局部;(c)放大;(d)韧窝
Figure 6. Fracture appearance of MIG welded joint

图 7 不同焊后热处理条件下的拉伸断口形貌
Figure 7. Tensile fracture morphology of samples under different post-weld heat treatment conditions

图 8 不同焊后热处理工艺下接头的室温冲击功
Figure 8. Room temperature impact energy of joints under different post-weld heat treatment processes
表 1 TC4钛合金MIG焊焊接工艺参数
Table 1. Welding process parameters of TC4 titanium alloy MIG welding
焊接层次 焊接电流/A 焊接速度/
(m·min−1)弧长修正/% 脉冲修正/% 摆动/
(Hz·mm)干伸长
/mm打底层 150 0.4 30 0 3×1 22 填充层 150 0.25 30 0 3×7 22  下载: 导出CSV
下载: 导出CSV
表 2 真空热处理工艺参数
Table 2. Process parameters of vacuum heat treatment
工艺编号 加热温度T/℃ 保温时间t/h 冷却方式 1# 未热处理 2# 550 3 炉冷 3# 650 2 炉冷 4# 650 3 炉冷
下载: 导出CSV
-
[1] Zhao Yongqing, Ge Peng, Xin Shewei. Progress in research and development of titanium alloy materials in the past five years[J]. Progress in Materials in China, 2020,(Z1):527−534,557-558. (赵永庆, 葛鹏, 辛社伟. 近五年钛合金材料研发进展[J]. 中国材料进展, 2020,(Z1):527−534,557-558. [2] Gao Fuyang, Liao Zhiqian, Li Wenya. Welding methods and research status of titanium and titanium alloys[J]. Aviation Manufacturing Technology, 2012,(Z2):86−90. (高福洋, 廖志谦, 李文亚. 钛及钛合金焊接方法与研究现状[J]. 航空制造技术, 2012,(Z2):86−90. [3] 杨东旭. TC4钛合金激光焊接接头溶质元素分布及不均匀性的研究[D]. 武汉: 华中科技大学, 2015.Yang Dongxu. Research on solute element distribution and inhomogeneity of TC4 titanium alloy laser welding joint[D]. Wuhan: Huazhong University of Science and Technology, 2015. [4] Jianxun Z, Shuili G, Xiaoyan L, et al. Frontier and research trends on welding technologies for light metals[J]. Welding & Joining, 2008,(12):5−10,65. [5] Li Yi, Zhao Yongqing, Zeng Weidong. Application and development trend of aviation titanium alloy[J]. Materials Review, 2020,34(S1):280−282. (李毅, 赵永庆, 曾卫东. 航空钛合金的应用及发展趋势[J]. 材料导报, 2020,34(S1):280−282. [6] Lu Xin. Analysis of microstructure and defects of TIG welded joints of TC4 titanium alloy[J]. Iron Steel Vanadium Titanium, 2018,39(4):74−79,92. (陆鑫. TC4钛合金TIG焊接头组织及缺陷分析[J]. 钢铁钒钛, 2018,39(4):74−79,92. doi: 10.7513/j.issn.1004-7638.2018.04.013 [7] Mou Gang, Hua Xueming, Xu Xiaobo, et al. Comparative study on TIG and MIG welding process and performance of 8 mm thick TC4 titanium alloy[J]. Electric Welding Machine, 2020,50(4):70−74,138−139. (牟刚, 华学明, 徐小波, 等. 8 mm 厚TC4钛合金TIG、MIG焊接工艺及性能对比研究[J]. 电焊机, 2020,50(4):70−74,138−139. [8] Zhang Long, Chen Donggao, Wang Dafeng, et al. Research on TC4 titanium alloy laser-MIG hybrid welding[J]. Ordnance Material Science and Engineering, 2019,42(2):73−77. (张龙, 陈东高, 王大锋, 等. TC4钛合金激光-MIG复合焊接研究[J]. 兵器材料科学与工程, 2019,42(2):73−77. [9] Semiatin S L, Knisley S L, Fagin P N, et al. Microstructure evolution during alpha-beta heat treatment of Ti-6 Al-4 V[J]. Metallurgical and Materials Transactions A, 2003,34A:2377. [10] Li Ke, Qi Zhilong, Wu Zhisheng, et al. Observation and analysis of MIG welding droplet transfer and arc shape[J]. Welding, 2016,(1):19−22,69. (李科, 齐志龙, 吴志生, 等. MIG焊熔滴过渡与电弧形态的观察与分析[J]. 焊接, 2016,(1):19−22,69. doi: 10.3969/j.issn.1001-1382.2016.01.004 [11] Lei Z L, Chen Y B, Li L Q, et al. Characteristics of droplet transfer in CO2 laser-MIG hybrid welding with short-circuiting mode[J]. Chinese Journal Mechanical Engineering, 2006,19(2):172−175. doi: 10.3901/CJME.2006.02.172 [12] Chen Rong. The effect of annealing temperature on the structure and properties of Ti-0.3Mo-0.8Ni titanium alloy sheet[J]. Iron Steel Vanadium Titanium, 2021,42(4):62−67. (陈容. 退火温度对Ti-0.3Mo-0.8Ni钛合金板材组织和性能影响[J]. 钢铁钒钛, 2021,42(4):62−67. [13] 钟亮, 付玉, 徐永东, 等. 钛基复合材料耐磨性研究进展[J/OL]. 钢铁钒钛: 1−14. [2021-11-16]. http://kns.cnki.net/kcms/detail/51.1245.TF.20211102.1029.002.html.Zhong Liang, Fu Yu, Xu Yongdong, et al. Research progress on wear resistance of titanium matrix composites[J/OL]. Iron Steel Vanadium Titanium: 1−14. [2021-11-16]. http://kns.cnki. net/kcms/detail/51.1245.TF.20211102.1029.002.html. [14] Zhang Long, Chen Donggao, Zhang Yingying, et al. Research on low-cost TC4 titanium alloy monofilament MIG welding technology and performance[J]. Ordnance Material Science and Engineering, 2021,44(1):93−97. (张龙, 陈东高, 张迎迎, 等. 低成本TC4钛合金单丝MIG焊工艺与性能研究[J]. 兵器材料科学与工程, 2021,44(1):93−97. [15] Huang Dinghui, He Lei, Zhao Shunfeng, et al. The effect of vacuum stress relief annealing temperature on the structure and properties of TA15 titanium alloy forgings[J]. Heat Treatment, 2019,34(6):24−27. (黄定辉, 贺磊, 赵顺峰, 等. 真空去应力退火温度对TA15钛合金锻件组织和性能的影响[J]. 热处理, 2019,34(6):24−27. doi: 10.3969/j.issn.1008-1690.2019.06.006 [16] 回丽, 陆家琛, 周松, 等. 热处理对TC4钛合金激光双束焊接接头疲劳性能的影响[J/OL]. 吉林大学学报(工学版): 1-6[2021-11-16]. https://doi.org/10.13229/j.cnki.jdxbgxb20210589.Hui Li, Lu Jiachen, Zhou Song, et al. Effect of heat treatment on fatigue properties of TC4 titanium alloy laser double beam welding joint[J/OL]. Journal of Jilin University (Engineering Science Edition): 1-6[2021-11-16]. https://doi.org/10.13229/j.cnki.jdxbgxb20210589. [17] Zhang Yaowu, Zeng Weidong, Shi Chunling,et al. The effect of vacuum stress relief annealing on the residual stress and microstructure and properties of TC18 titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2011,21(11):2780−2785. (张尧武, 曾卫东, 史春玲, 等. 真空去应力退火对TC18钛合金残余应力及组织性能的影响[J]. 中国有色金属学报, 2011,21(11):2780−2785. 期刊类型引用(7)
1. 许平非,车洪艳,翟亚中. 焊后热处理对X65管线钢焊接接头显微组织及拉伸性能的影响. 电焊机. 2025(01): 122-127 .  百度学术
百度学术2. 何逸凡,陈东高,王大锋,李倩,张龙,杨文静,戴宇,董志海. 焊接电流对TC4钛合金MIG焊熔滴过渡的影响. 钢铁钒钛. 2025(01): 75-80 .  本站查看
本站查看3. 李德伟,冯春,纪海涛,左斌,王西华,赵波,闵祥玲. 钛合金钻杆接头耐磨带试验研究. 钢管. 2025(01): 20-25 . 百度学术4. 陈琪,谢志雄,董仕节,解剑英. 高频感应焊TA2钛管焊后退火组织与性能研究. 湖北工业大学学报. 2024(01): 75-79 . 百度学术5. 邵志文. 装甲钛合金低成本技术研究及其应用现状. 金属功能材料. 2023(04): 1-10 . 百度学术6. 罗家元,张宇翔,吕晨轲. 焊后热处理对钛合金对接板疲劳寿命影响的数值模拟. 钢铁钒钛. 2023(05): 76-83 . 本站查看7. 张龙,李清波,戴宇,陈东高,何逸凡. TC4钛合金单丝MIG接头疲劳损伤行为研究. 钢铁钒钛. 2022(02): 62-67 . 本站查看其他类型引用(5)
-

 下载:
下载:










 百度学术
百度学术 点击查看大图
点击查看大图

计量
- 文章访问数: 688
- HTML全文浏览量: 83
- PDF下载量: 75
- 被引次数: 12

